Lors des derniers essais de la P102 j'ai senti des ratés à la vitesse maxi. Après avoir vérifié que la richesse était bonne (couleur de la bougie après un "arrêt-coupé" ) j'ai conclu que la magnéto était certainement en cause. Rentré au garage, j'ai constaté que l'étincelle à l'éclateur, contrôlée au kick, devenait de plus en plus faible et aléatoire.
Après divers tests j'ai vite réalisé que le bobinage à haute tension était en circuit ouvert. Cette bobine avait été reconditionnée par "Pièces Allumage" il y a 3 ans et avait seulement 1600 km dans les spires. Cette société dont la réputation de sérieux est bien connue a rebobiné l'induit au titre de la garantie et en un temps record. Ce geste qui confirme le professionnalisme de cette société mérite d'être connu.
Une main sur le "plus", une main sur le "moins", la troisième qui tient l'appareil photo, c'est bon, un petit Ohm au primaire et 3.75 kOhms au secondaire tout est correct.
Remonter la magnéto ne présente pas difficulté pour peu que l'on soit un peu soigneux ... et qu'on sache comment ça marche.
Un point délicat : le fil de connexion de la bobine au collecteur HT doit être coupé à la bonne longueur pour pénétrer jusqu'au fond de son logement que l'on aura pris soin de bien nettoyer et dégager au préalable. Il n'est pas interdit de laisser un peu de compression résiduelle ou d'étamer le bout du fil pour garantir un bon serrage.
Je trouve qu'une soudure de la basse tension est assez proche du fil HT, je préfère renforcer l'isolation avec une gaine thermorétractable.
Les vis et taraudages de fixation des flasques en laiton sont soigneusement dégraissés, une goutte de frein filet assure le blocage. Je fais une dernière vérification de la résistance des enroulements (la vraie vérifications est faite de façon moins acrobatique sans la troisième main qui teint l'appareil photo).
Nota : la mesure de la résistance du primaire aussi faible avec ce type de contrôleur basique ne garantit pas une bonne exactitude mais suffit pour rassurer quant à la validité du circuit.
Après montage des roulement, qui ont été changés il y a un an, et avec les mêmes rondelles de calage qu'avant je contrôle que le jeu axial est correct et qu'il n'y a pas de risque de contact entre l'arrière du plateau rupteur et le corps, comme cela m'est déjà arrivé et m'a valu la honte de ma remorque d'assistance lors de la sortie de Bessan en 2022 (voir les traces). Pour cette vérification je m'assure qu'avec une rondelle de carton derrière le plateau rupteur l'induit tourne encore librement. La même vérification est faite avec la rondelle de carton entre le collecteur HT et le corps pour s'assurer qu'on est loin du contact mécanique.
Allez on ferme, les roulements sont graissés, l'aimant qui est resté tout le temps collé sur une bonne plaque de ferraille reprend du service, vite un essai "coup de poignet" sur ma "bougie test". La "bélugue" est bien là, longue, bleue, grasse et claquante.
La polarité est bien négative comme avant l'intervention, c'est préférable ainsi même si l'avantage est peut-être plus théorique que bien réel. Ici sur éclateur à 3 mm.
Inutile de dire que le moteur ne s'est pas fait prier pour démarrer au premier coup de kick.
Petite remarque : sur les moteurs à deux temps la magnéto tourne à la vitesse du moteur alors que sur de nombreux quatre temps (ma FN étant un contre exemple) elle ne tourne qu'à vitesse moitié. Il est clair que la sollicitation mécanique en terme de vibrations est bien plus sévère et peut contribuer à des ruptures plus fréquentes.
Je suis conscient de ne pas avoir accompli des prouesses en faisant cette opération que de nombreux bricoleurs sont capables de faire, mais que voulez-vous, j'ai toujours l'appareil photo et le clavier proche de la caisse à outils.
Quand le "jus" est beau il faut le sauvegarder, mais jusqu'à une certaine limite. La P102 est dans un jus qui plait bien à mes yeux mais la selle plait moins à mon séant .
La partie arrière de la couverture en cuir est vraiment délabrée, des vis qui avaient été mises à la place des rivets ne retiennent plus rien.
Comme souvent c'est une trouvaille de vide-grenier qui a été l’élément déclencheur : des objets hétéroclites posés par terre, non pas à même le sol mais sur un vague tapis pour les protéger .... pas n'importe quoi comme "tapis" mais une belle pièce de cuir qui m'a tapé dans l’œil. Passé le moment de quiproquo avec le vendeur qui avait du mal à comprendre que c'était le "tapis" qui m'intéressait et non les objets posés dessus, il a suffit de trois petits euros pour m'approprier cette peau de bête "pré-patinée" au pipi de chien.
La conception de cette selle, qui a malheureusement perdu la plaque du fabricant, est typique de l'époque : quelques ferrailles et ressorts supportent une pièce en tôle emboutie en permettant son ajustement tant en hauteur qu'en inclinaison et en position avant / arrière.
Une bande de cuir est rivetée tout autour de la tôle sur la face interne et dépasse de 5 millimètres pour recevoir la couture du couvre selle en cuir. (cette bande n'est plus qu'un lointain souvenir dans la partie arrière).
Une sous-couche de tissus épais et de kapok assure un peu de souplesse à l'assise.
Je retrouve donc une construction proche de la selle de l'Ultima si ce n'est une fantaisie esthétique du plus bel effet : dans sa partie avant les flancs sont prolongés par d'élégantes "bajoues" qui s'évasent délicieusement.
État des lieux.
Dessous tout est sain mais les "ferrailles" doivent être décapées et repeintes, la fixation a perdu son nickelage, celui du tube de selle est à peu près intact.
Sous ce qu'il reste de cuir c'est la misère.
L'avant de la selle est un peu rouillé, le cuir et les coutures sont très secs et cassent facilement.
Au travail.
Décapage du "mécanisme" : décapant chimique, acide phosphorique, brosse métallique et huile de coude.
Brasure d'une fissure.
Décapage, cuivrage et nickelage du support.
La voila prête pour la dernière phase.
Mise en place du "kapok" neuf (en fait de la ouate synthétique tristement inodore)
Découpage (large) et mise en forme du couvre-selle préalablement immergé dans de l'eau pendant une journée, tous les moyens sont bons pour maintenir la tension pendant le séchage. Il a fallu pas mal d'acharnement pour mettre en forme ce cuir assez épais et résistant. Soyons honnête, je n'ai pas réussi à réaliser un emboutissage aussi profond qu'à l'origine, si j'en crois les informations trouvées sur le net, l'emboutissage du cuir se fait dans des matrices, mâle et femelle, souvent à haute température, parfois même on utilise deux couches fines collées ensuite.
Les bandes d'origine servent de modèle pour la découpe des nouvelles avant rivetage à l'intérieur de la selle.
Pour sertir les rivets j'ai sacrifié les becs d'une pince multiprise.
L'excédent de ouate est ensuite découpé.
Ne le répétez pas mais je fais parfois de la couture, je préfère cambouis les copeaux ou les magnétos, mais il faut bien passer par là ...
Deux aiguilles, du fil de lin, c'est du "cousu main" ... même si à la vue de la régularité de mes points les grincheux diront : "cousu pied", mais je méprise les grincheux.
Ça commence à ressembler à une selle, en avant pour les finitions : égrenage léger au papier de verre très fin et tartine de cirage à la cire d'abeille.
Et voici la chose terminée.
Malheureusement pour tester l'objet à fesses réelles, je dois attendre le retour de la bobine à haute tension de ma magnéto qui a rendu l'âme à la fin de mes derniers essais après seulement 1600 km de bons services.
1500 kilomètres dans la bielle depuis sa restauration, quelques menus travaux s'imposaient.
Magnéto.
Au cours de l'année dernière j'ai souvent eu des difficultés de démarrage à chaud.
J'ai vite compris que ce défaut était du à une faiblesse de l'allumage car la longueur d’étincelle mesurée à l'éclateur sur kick se réduisait à 2 mm à chaud contre environ 8 mm à froid. C'est un grand classique sur les magnétos, ce type de défaut est en général causé par un condensateur défectueux ou par la qualité de l'isolement de HT qui se dégrade ou, plus rarement, à une perte d'aimantation à chaud mais ... ni le changement du condensateur (de type CMS céramique sur le plateau rupteur) ni la pose d'un écran thermique devant l'aimant en fer à cheval n'ont amélioré la situation.
J'ai eu un doute sur la résistance de contact entre les grains du rupteur : cette résistance, proche de zéro à froid, augmentait fortement à chaud. La température élevée provoquait une diminution de la force d'appui du grain mobile : perte d'élasticité ou légère déformation de la languette qui le supporte ? Il a suffit d'augmenter sa précontrainte pour régler le problème. (problème rencontré aussi sur l'Ultima mais avec des effets différents, la faiblesse des languettes serait-elle contagieuse ?)
Remarque qui m'amuse : dans un premier temps la seule réduction de l'écartement maxi des grains de 0.4 à 0.25 mm a suffit pour augmenter la précontrainte de la languette et régler provisoirement le problème. J'imagine les théories purement électriques bien fumeuses qu'aurait pu inventer un sorcier quant à l'influence de l'écartement des grains sur le fonctionnement d'une magnéto en constatant ce phénomène ....
Jeu axial du vilebrequin.
Le moteur fonctionnait de façon tout à fait normale, c'est à dire très bien mais j'étais étonné par le jeu axial du vilebrequin qui me paraissait important, dommage je n'ai pas eu la curiosité de le mesurer avec un comparateur..
J'étais tout à fait sûr de l'intégrité du vilebrequin et j'ai pensé que c'était dû aux faux roulements que j'avais réalisés pour déterminer l'épaisseur des cales de réglage du latéral, car j'ai réalisé après assemblage que ces faux roulements ne reproduisaient pas bien l'arrondi extérieur des cages des roulements et ne butaient peut-être pas bien au fond de leur logement dans le carter.
Allez, j'ouvre la bête. Je constate que tout l'attelage mobile est en parfait état, à part un jeu latéral d'un petit dixième de mm sur un roulement d'origine SKF.
Correction d'une face de chaque faux roulement pour reproduire exactement les zones d'appui.
Mesure du jeu axial dans les deux configurations : face non modifiée et face modifiée contre le carter : je trouve respectivement 0.12 mm et 0.25 mm, On est loin de l'impression que j'avais avant démontage !
Je remonte le moteur avec des roulements neufs et ajoute une cale de 0.2 mm. Le jeu mesuré aussi bien avec les faux roulements modifiés que moteur assemblé et carters bien chauffés pour libérer les cages extérieures passe à 0.05 mm.
Bizarre, j'ai la désagréable impression de ne pas avoir compris, mais je me sens rassuré car j'ai pu observer que tout était bien sain, même si l'usure de 0.1 mm d'un roulement me parait excessive. J'ai profité de l'occasion pour laisser l'étanchéité externe sur les roulements, c'est peut-être tout a fait inutile mais ne devrait pas gêner.
Seul petit problème : l'axe de piston borgne était obturé par un bouchon que j'avais réalisé en AU4G avec un serrage de 0.04 mm. Il s'était légèrement déplacé et butait contre le circlips du piston, je pense que le choix de l'aluminium n'était pas judicieux car l'acier de l'axe qui se dilate moins que l'aluminium fait que le bouchon s'allonge au lieu de grossir, le fluage du métal fait perdre le serrage. J'ai refait ce bouchon en laiton avec un serrage de 0.06 mm.
Échappement.
Lors de la restauration de la moto j'avais laissé l'échappement en l'état alors qu'il était fortement déformé par des chocs, le tube écrasé me faisait certainement perdre beaucoup de chevaux 🤣 Quelques photos seront plus explicites qu'un long discours.
Je voulais tester le méthode de "l'olive" : une olive de diamètre légèrement inférieur à celui du tube est tirée par un câble, quand elle se bloque on tapote tout autour du tube pour la libérer et petit à petit l'olive parcourt le tube qui retrouve sa forme. Pour être honnête quelques chauffes bien placées avec un vrai chalumeau auraient bien facilité l'opération, mais je trouve le résultat satisfaisant.
Quand le tube a retrouvé sa forme initiale, le pot qui est déformé ne s'adapte plus.
Allez, je sors l'ouvre-boîte.
Quand c'est ouvert il devient plus facile de taper contre un gros rondin.
Le tube a probablement été déformé lors du décabossage, je dois scier les pattes de fixation et en souder des plus longues.
Un petit coup de Zébraline lui donnera une aspect bien sympa.
Réservoir d'essence.
Lors de la sortie de Sommières, deux vis de fixation du réservoir étaient restées sur la route (un remake de la sortie de Beaumont du Ventoux) et une fuite s'était déclarée au niveau d'une fixation.
La soudure à l'étain de 'insert taraudé était fissurée, je l'ai refaite avec un fer à souder de 150 watts (j'ai maintenant un fer de 300 watt qui aurait été plus efficace) . Pour ne plus perdre les vis j'ai refait des plaquettes arrêtoirs plus sérieuses, et, ceinture et bretelles, les vis ont été immobilisées au frein filet. Les plaquettes sont immobilisées en rotation par les bords tombés des pattes du cadre.
Petit tour à Palavas-les-flots pour fêter ça. Le premier coup de kick a été le bon. La qualité du ralenti et du roulage à faible charge est très nettement amélioré, très certainement par la meilleure étanchéité du bas moteur : jeu axial réduit et bague d'étanchéité sur les roulements.
Si vous suivez mes aventures vous vous souvenez que j'avais perdu le bouchon du réservoir d'essence de la P102 lors de la sortie de Sommières, des participants bien sympas qui me suivaient avaient bien vu que je perdais un "truc" et s'étaient arrêtés pour le chercher mais en vain, quant à moi ce n'est qu'un bon kilomètre plus tard que j'ai été alerté par une douche froide sur le genou ...
Dans le milieu de la moto ancienne il y a des gars sympas, c'est ainsi que Christophe C. un ami Face Book, m'a spontanément offert un bouchon qu'il avait en réserve.
Il s'adapte parfaitement ce bouchon mais je tenais à apporter deux modifications.
Première modification.
Sur cette moto, comme souvent sur les entre-tubes, le bouchon est situé très en avant du réservoir dont le dessus est plat et presque horizontal, il s'ensuit que sur un freinage violent (interdit de rire !) l'essence projetée vers l'avant sort par le petit trou de mise à l'air libre du réservoir.
Je tenais donc à reproduire la modification très efficace que j'avais réalisée sur le bouchon perdu, solution appliquée depuis très longtemps sur le bouchon "home made" de ma FN avec autant de succès.
Le circuit de mise à l'air libre modifié comprend deux orifices en série séparés par une chambre de décantation. La chambre de décantation, en communication avec le réservoir par le premier orifice, récupère de l'essence lors d'un freinage et se vide aussitôt après. L'essence ne peut s'échapper à l'extérieur par le deuxième orifice que si la chambre de décantation est remplie ce qui est peu probable.
Deuxième modification.
Comme je l'ai déjà fait sur l'Ultima au bouchon baladeur (récupéré in extremis sur le plateau de la remorque d'assistance lors le la sortie de St Salvadou) je tenais à "planter" une longue tige sous le bouchon, cette tige, qui de plus sert de jauge, fait que le bouchon, même dévissé complètement, ne peut s'évader que si il saute très haut.
Voici les bouchons modifiés de l'Ultima
Petit problème : le bouchon "cadeau" est en aluminium (pièce refabriquée ?) et permet difficilement la réalisation de ces deux modifications, je ne l'utiliserai que comme maquette dimensionnelle en particulier pour identifier la dimension du filetage qui s'avère être du 34x150 alors que je croyais une dimension en pouces, et je tournerai une pièce en laiton.
En avant pour les copeaux.
Un moletage fait à la main au tiers point, une rondelle, une tige, deux perçages de 1.3 mm et il ne reste plus qu'à assembler.
Un peu de brasure à l'étain, un nickelage maison, un joint en cuir et voilà la chose.
Avec son piston qui a subi une cure d'amaigrissement, la motocyclette roule sans craindre le serrage.
Il a fallu peaufiner la carburation, car le compromis entre faible et forte ouverture du boisseau me posait problème.
J'avoue que j'ai perdu pas mal de temps car j'étais influencé par mes réflexes acquis sur des carbus équipés d'un circuit de ralenti et d'une aiguille, ces carburateurs-là permettent de bien séparer les diverses phases de fonctionnement tandis que sur le Gurtner type F, il n'y a qu'un seul circuit et aucune aiguille, l'unique gicleur a de l'influence sur toute la plage de fonctionnement et sa rusticité ne facilite pas les compromis. J'ai eu aussi tendance à oublier que j'avais dû refabriquer un vaporisateur "à ma façon" et qu'il n'avait certainement pas le même comportement que la pièce d'origine.
J'ai réalisé et testé plusieurs boisseaux avec des coupes différentes ainsi que différents gicleurs de fabrication maison : une ébauche percée avec un forêt de 50 suivi de l'alésage. Le filetage usiné à 6.35mm au pas de 100 s'adapte très bien. (probablement BSF 1/4 x 26 filets au pouce)
La pente de mes alésoirs est de 1/100, quand on enfonce l'alésoir de 1 mm le diamètre du gicleur augmente de 0.01 mm, sachant que le gicleur d'origine marqué 28 (millième de pouce) a un diamètre d'environ 0.71 mm, pour l'augmenter à 29 il faut "pousser" l'alésoir de 2.54 mm. Il s'agit là seulement d'une approximation mais ça aide bien dans les phases de tâtonnement.
Au ralenti l'étranglement situé entre la face interne du boisseau et le vaporisateur constitue un venturi qui influe sur la dépression d'aspiration du carburant mais dès qu'on ouvre un peu les gaz cet effet devient négligeable. En réduisant cette hauteur j'ai retrouvé un ralenti acceptable, il a suffi d'un coup de lime sur l'aval du boisseau pour qu'il descende plus bas et un autre coup de lime en amont pour rétablir la même coupe.
J'ai fini par trouver un compromis à peu près correct, je suppose qu'il ne faut pas espérer mieux de ces vieux deux temps à déflecteur, à petite vitesse en terrain plat elle a tendance faire "bleub bleub" comme font souvent les moteurs à deux temps en décélération mais à la moindre accélération elle marche fort avec un bruit bien sympa.
Et comme il fallait bien transporter ces gicleurs, boisseaux et outils divers j'ai déniché un authentique coffre d'époque ... réalisé une caisse avec des vieilles planches passées au brou de noix. Des attaches de "Bricomachin" dézinguées après 3 secondes d'immersion dans l'acide chlorhydrique et cuivrées ensuite ont donné la touche finale.
A mes moments perdus j'ai ressorti mon bain d'électrolyte, la tripaille de freinage a eu un coup de neuf, ça egaye un peu, par contre les patins en Fibrax .... il va falloir y penser.
Ils sont sympas les badauds qui s'intéressent à ma moto, mais quand j'entends : "elle est chouette votre Terrot" j'ai envie de faire quelque chose, alors, un bout de caoutchouc semi-rigide, des bouts de fer pour le fixer, un sigle Peugeot volé sur le net et modifié (mal) pour épouser la courbe de l'ex-plaque d'immatriculation avant, je l'imprime, l'applique sur le caoutchouc, marque le contour des lettres en appuyant fort avec un stylo à bille, un peu de peinture et le tour est joué. J'ai dû retoucher le "ot" car "Photofiltre" l'avait trop incliné, ce n'est pas au top mais tant qu'on ne lit pas "Motobécane" ou "Terrot" je décide que ça va, "1927" sera peint de l'autre côté avec le même petit pinceau d'écolier.
Poursuite du déverminage sous le soleil . Avec son piston "allégé" 100 km se sont ajoutés aux 70 précédents sans s'évader d'un demi-cercle de 10 km de rayon au sud de de Montpellier. Son tachymètre de vélo soigneusement appairé à ses pneus à talon a affiché des pointes à 55 km/h alors que tous les chevaux n'ont pas encore été déconfinés et que le levier des gaz n'a pas encore connu l'ivresse de la butée maxi, avec un peu d'optimisme je devrais pouvoir accrocher un vrai 60 km/h. J'ai même gravi plusieurs fois le redoutable "col de l'autoroute" entre Montpellier et Palavas-les-Flots, il culmine à 1000 (centimètres) d'altitude quand la 4 voies passe au dessus de l'autoroute, la montée est avalée à plus de 50 à l'heure sans élan, l'air plus léger au sommet n'altère pas la carburation et moi j'ai des moucherons collés aux incisives, dis, c'est où la ligne de départ pour le tour du monde ?
A l'occasion de mon article sur le remontage du moteur de la P 102, P. Coudert, que je salue au passage, avait laissé un commentaire : selon lui un jeu de 0.12 mm entre piston et cylindre était bien trop faible ... et bien il avait raison.
Depuis sa remise en route la P102 a enchaîné les petits trajets, à vitesse modérée pour raison de rodage et a commencé son déverminage : tension de la courroie, resserrage de boulons, essais de carburation avec divers boisseaux ... Petit à petit, à force de secousses dans les poignets et d'osmose rectale, renforcée par les vibrations de la selle, la symbiose entre l'homme et la machine se met en place à tel point que après bon nombre de dizaines de kilomètres je prends beaucoup de plaisir et commence même à m'habituer à la puissance du freinage ....
J'ai même profité du premier avril pour mettre en scène le canular de la vieille moto abandonnée dans une décharge parce que ces trucs-là ça ne vaut plus rien ... les lecteurs n'y ont pas cru longtemps, tout se perd mon bon monsieur ...
Il fait beau et chaud en ce dimanche de Pâques, c'est parti pour un tour au bord de la mer. Au retour, une légère descente suivie de 100 mètres de montée et .... la panne. Après les vérifications d'usage, essence, bougie, (aïe ça brûle !), la couleur est bonne, l'étincelle est belle .... tout me parait OK, et le moteur redémarre sans se faire prier. Après 3 ou 4 km, nouvelle panne . Ce n'est que lors de la tentative de redémarrage que j'ai réalisé qu'il s'agissait d'un serrage. En fait le patinage de la courroie a rendu la décélération à peu près insensible, raison pour laquelle je ne pensais pas à une panne mécanique.
La boîte à outils n'a fait qu'un tour, le piston a vite revu la lumière du jour et a exhibé ses stigmates.
Il en faut plus pour me décourager, puisque le piston est trop gros je m'en vais lui faire une cure d'amaigrissement ce qui aura l'avantage de supprimer ces vilaines cicatrices.
Après quelques soins délicats pour libérer le segment de sa gorge, le piston est mis sur le tour à basse vitesse et j'appuie une bande abrasive bien régulièrement pour l'amincir tout en sauvegardant à peu près la forme initiale en terme de conicité et d'ovalisation. L'opération se fait pas à pas avec vérification de l'évolution des dimensions.
Comme le serrage a eu lieu dans des conditions peu sévères (je ne montais pas le Ventoux par grosse chaleur) je décide de ne pas "y aller avec le dos de la cuillère" et vise une augmentation de jeu d'un bon dixième et même plus dans la zone où le serrage a eu lieu.
En parallèle, le cylindre à peine marqué subit un honage, son alésage à grossi d'un bon centième de millimètre.
Contrôle final du jeu selon quatre axes : le piston est placé dans le cylindre et son débattement est mesuré à l'aide d'un comparateur. Je retrouve les valeurs initiales augmentées d'un gros dixième en bas de jupe et de 15 à 20 centièmes à la hauteur de l'axe, dans la zone où le grippage a eu lieu.
Je profite de l'occasion pour régler un problème que je n'avais pas réussi à résoudre : le volant moteur était bien voilé, on voyait nettement son déplacement quand le moteur tournait ce qui laissait une impression de restauration faite à la va-vite par un "gougnafier". Une fausse soie avec le bon cône, un bras soudé dessus , un système vis écrou mis là où ça fait mal pour écarter, beaucoup de patience, il faut y aller pas à pas, mesurer, contrôler, retourner à l'ouvrage, prier pour que ça ne casse pas et .... c'est bon.
Et puisque le look est fondamental sur ce genre de machine il manquait un truc : le phare acétylène a été révisé : verre refait, casquette redressée, visserie polie cuivrée et nickelée, le générateur de gaz n'est pas encore opérationnel mais le look y est et c'est bien l'essentiel.
C'est parti pour une nouvelle phase de rodage, après 15 km je n'ai pas perdu de boulons, le volant tourne enfin bien rond, la courroie patine encore dans les accélérations; il me reste à enrichir le mélange, ça ne fera pas de mal et surtout, j'ai maintenant un beau phare !
Petit à petit les morceaux ont été assemblés, les parties visibles sont encore dans leur jus à part certaines pièces qui ont eu un cuivrage suivi d'un nickelage maison : leviers au guidon, volant moteur, kick, couvercle de magnéto ....
Les patins de frein ont été seulement retaillés, ils pourront faire quelques kilomètres encore mais il faudra penser très prochainement à une refabrication en Fibrax.
L'éclairage à acétylène est encore resté dans une boîte, ce sera pour plus tard.
Vous avez peut-être l'impression que je n'ai pas beaucoup travaillé ces derniers temps mais j'ai dû attendre d'avoir vidé la boîte de biscuits de la Mère Poulard avant de pourvoir récupérer son couvercle pour en faire une plaque d'immatriculation : deux pattes de fixation un peu de peinture et le tour est joué, si la dimension n'est pas conforme je porterai plainte auprès de la Mère Poulard.
Le démarrage du moteur est toujours assez laborieux, noyer le carburateur ne suffit pas alors qu'un peu d'essence introduite directement dans le cylindre garantit le départ instantané, donc un petit robinet à boisseau conique qui trainait dans mon bazar, un culot de bougie, un bout de laiton, quelques copeaux, un plaquage nickel et voilà le bidule.
OK, sa belle voix tonitruante n'arrive pas à couvrir le bruit du moteur, mais il est si beau, il ne lui manquait qu'un support : une cosse de batterie dépouillée de ses appendices et réalésée cylindrique et polie, un vieux collier rouillé, du nettoyage, du nickelage et le tour est joué.
La belle courroie à maillons (merci Jean Claude pour le cadeau) a été mise en place, (j'espère l'avoir montée dans le bon sens avec les lamelles qui ont tendance à s'engager dans les gorges des poulies) . Je garde la courroie verte en secours.
Dimanche après-midi, les rues sont désertes, je peux y aller, très vite je réalise que la courroie patine lamentablement et après 100 mètres je dois retourner au bercail pour mettre la courroie verte bien moche.
Ça va beaucoup mieux mais le moteur marche très mal à faible gaz à cause d'une pauvreté excessive et c'est franchement désagréable. Je profite d'un calage pour faire deux photos de la moto en liberté, (si je tenais l'abruti qui a posé ce panneau publicitaire en guise de fond ....)
Je ne vais pas me laisser impressionner par un petit problème de pauvreté à faible gaz et je m'en vais réduire la coupe du boisseau. Je n'ai pas de lime à épaissir mais : un bout de laiton, un peu de soudure à l'étain, je refais la rainure de guidage et .... c'est le jour et la nuit, j'ai pu faire un tour du quartier à peu près normalement, certes ce n'est pas encore optimal mais ce n'est plus qu'une question d'optimisation du réglage à faire, je n'ai plus qu'à préparer quelques boisseaux et faire les essais. Je précise que j'avais chemisé le boisseau d'origine en réalisant la même coupe mais que ce qui restait du vaporisateur a été remplacé par une réalisation "maison" qui ne se comporte certainement pas comme celui d'origine.
Le déverminage n'est pas fini, il reste des points de détail à corriger et surtout "bouffer" du kilomètres pour fiabiliser la machine, les beaux jours sont là ce ne sera qu'une partie de plaisir.
J’avais des craintes à propos du vilebrequin : outre son état bien marqué par le temps, (filetages qui ont souffert, marques de mors d'étau, bague de tête de bielle qui a tourné sur le maneton ....) le serrage du maneton me paraissait bien faible, il avait mal supporté le démontage, et lors de l’alignement des soies j’aurais pu me contenter du seul manche de mon indispensable marteau de cuivre pour taper. (clic droit pour agrandir les photos)
L’évènement redouté s’est produit : après un peu de fonctionnement à vide, j’ai bien vu que le volant extérieur ne tournait plus rond, de plus, je dois l’avouer, je n’avais serré ce volant que provisoirement alors que même pour un fonctionnement à vide, il doit être serré énergiquement. Bilan : une clavette qui a élargi son logement sur la soie du vilebrequin, je m'en serais passé.
Au démontage je confirme que les soies sont déjà un peu désalignées. Réajuster et faire trois points de soudure sur le maneton ne fait pas partie de mes principes sauf cas d'extrême nécessité.
Et si j’osais …. Puisque j’ai maintenant un puissant tour avec un énorme mandrin de 80 mm et 300 mm d’entre-pointes ….
Les principes retenus pour la réalisation.
Les prises de tête et les élucubrations ont été nombreuses, voici le fruit de mes insomnies mais si ma prose vous ennuie passez tout de suite au paragraphe « au travail »
- le vilebrequin d’origine est en deux parties monoblocs : maneton masse et soie côté transmission d’une part et masse et soie côté magnéto d’autre part.
Le mien sera constitué de cinq parties emmanchées à force : deux soies, deux masses et un maneton et comme j'ai envie de m'amuser, je mets un point d'honneur à faire le plus possible de choses par moi-même.
- ma radinerie chronique m’interdit tout traitement thermique ou reprise d’usinage après assemblage dans un atelier spécialisé, d’où la nécessité de garantir la géométrie lors des emmanchements des soies et maneton, s'ensuivent les décisions suivantes :
- choix d’un acier 30CND8 traité à 110 kg/m2 à la rupture : http://www.metonorm.com/content/fr/Dossiers/87/Les_aciers_a_110_Kg/
- pour garantir le bon parallélisme des soies et du maneton, leurs logements dans les masses seront alésés sur fraiseuse par mon copain qui dispose de l’outillage et du savoir-faire, les deux masses seront boulonnées entre elles pendant l’usinage pour garantir leur similitude.
- les soies et maneton seront prolongées par un moignon glissant juste pour assurer le bon alignement lors de l’emmanchement.
- les emmanchements ne seront pas faits à la presse par peur d’un mauvais équerrage de celle-ci, mais en tirant avec un gros écrou vissé dans un filetage qui prolonge le manchon de centrage. Le manchon sera sectionné ensuite.
- pas de soudure pour sécuriser les accouplements car une soudure fait perdre le serrage : le métal chaud ne peut pas se dilater radialement donc il gonfle axialement et lors du refroidissement il se rétracte en laissant une contrainte interne de traction d’où une perte de serrage, à l’instar de la technique utilisée pour extraire des sièges de soupape ou des cages de roulements usagées. De plus si le cordon ou les points de soudure ne sont pas idéalement répartis, c’est la perte de l’équerrage garantie.
- Les logements des clavettes côté volant et côté pignon de magnéto ne seront pas faits, le seul serrage suffira largement. Après tout sur ma puissante (?) BMW R60/5 le croisillon de cardan de sortie de boîte n’était pas claveté, seul le serrage de l’écrou de M16x150 à 22 daNm garantissait le passage du couple bien plus important des 600 cc après multiplication par le rapport de boîte. Par précaution l'écrou sera du M 16x150 au lieu de M14x200 à l'origine et je limiterai le couple de serrage à 110 N.m.
Un peu d'approche théorique. (parce que j'aime bien être ennuyeux)
Comme les bouts de fer commandés tardent à arriver en cette période de fin d'année et qu'il faut bien s'occuper, je me lance dans un peu d'approche théorique mais ne vous en voudrai pas si vous passez tout de suite au paragraphe "Au travail".
Le serrage des divers emmanchements.
On trouve sur le net un excellent site de calculs que je recommande aux curieux. http://y.callaud.free.fr/index.html . On y trouve en particulier des calculs d’emmanchement avec le serrage nécessaire en fonction du couple à transmettre ainsi que l’effort d’emmanchement correspondant. J’ai parcouru les formules de calcul utilisées et j’ai parfaitement retrouvé de vieilles connaissances oubliées depuis fort longtemps : un couple à transmettre sur un rayon donné détermine la force tangentielle nécessaire, elle -même égale au produit de la surface en contact par le coefficient de frottement et la pression de contact, en fonction des caractéristiques du métal, module d’Young et coefficient de Poisson, le calcul détermine le serrage (l’interférence) nécessaire ainsi que l‘effort d’emmanchement.
Comme bien souvent la grande rigueur de ce type de calcul est bafouée par l’application d’un « coefficient de sécurité » tiré du chapeau dont la valeur à beaucoup plus d’influence sur le résultat final que le calcul pourtant parfaitement exact.
Nota : l'état de surface des zones en contact doit être bon, le programme indique une loi empirique de perte de serrage en fonction de leur état de surface.
Valeur conventionnelle de perte de serrage en fonction de l’état de surface : 3 x (Rugosité arithmétique arbre + Rugosité arithmétique alésage)
De même tout arrachement de métal lors de l’assemblage a pour effet de diminuer le serrage, Je crois savoir que c'est pour cette raison que certains vilebrequins assemblés modernes ont les surfaces en contact rectifiées et cémentées (ce qui permet aussi les montages et démontages ultérieurs sans dégradation).
C'est bien beau ce programme de calcul mais quelle est la valeur du couple maxi de doit encaisser cette liaison ?
Valeur du couple maximum que doivent supporter les emmanchements. Je me limiterai à l'étude de la liaison volant / soie côté transmission.
Le couple auquel est soumise cette liaison est variable au cours des 360 d° du tour moteur, il est la somme de deux composantes qui évoluent le long du tour moteur.
- le couple « gaz » résultant de la combustion et du transvasement des gaz, son maximum se situe à plein gaz et régime moyen dans une plage que j'évalue à 60 degrés peu après le pmh. Mon pifomètre me dit que si mon moteur développe un couple maxi moyen de 1 daNm, le maximum est d’environ 1x360/60 = 6 daNm.
- le couple "d’inertie" dû aux variations de vitesse du piston, ce couple est frein quand le piston s’écarte des points morts en prélevant de l’énergie au volant moteur pour accélérer, il est moteur quand le piston ralentit en restituant son énergie cinétique à l’approche des points morts. Sur les moteurs dont le volant d'inertie est interne, soit le cas le plus fréquent, l'accouplement de sortie moteur ne subit pas le couple d'inertie. La valeur moyenne sur un tour du couple d’inertie est nulle, seul le couple gaz fait avancer la moto mais à haut régime et gaz coupés, même au point mort, c’est le couple d'inertie qui sollicite l’emmanchement soie/masse ainsi que l'accouplement soie volant externe....et qui élargit les logements de clavette quand un étourdi n'a pas serré l'écrou !!!! .
Pour évaluer sa valeur je réveille mon programme de calcul développé sur Excel avec les paramètres de mon moteur : (course = 60 mm, bielle =130 mm,piston =311 g, masse en translation : 440 g), et je trouve 2,4 daNm à 3000t/mn. (pour info cette valeur croit comme le carré du régime elle serait de 9.5 daNm à 6000 t/mn).
Nota: dans la zone angulaire correspondant à la combustion le couple gaz est au maximum tandis que le couple d'inertie est aussi à son maximum et de sens opposé, à haut régime sur les moteurs modernes, le couple d'inertie peut être du même ordre de grandeur et de sens opposé au couple gaz au plus fort de la combustion.
Et puisque mon chapeau contient encore quelques coefficients de sécurité, je me dis que le couple le plus sévère à prendre en compte est peut-être l’à coup que subit le moteur lors du passage sur un nid de poule ou lors d’un démarrage à la poussette, situations dans lesquelles la légendaire raideur de la transmimsion par courroie se fait un plaisir de martyriser la mécanique. J’oublie donc tous mes calculs et avec toute la rigueur scientifique qui me caractérise, je fouille dans mon chapeau et j’y trouve la valeur de 20 daNm : adjugé, vendu ! (en toute rigueur quand le volant est extérieur au moteur, c'est lui qui encaisse les à coups de transmission et non la liaison entre volant et vilebrequin : à la limite si le volant était immensément lourd il isolerait complètement le moteur des à coups de la transmission, mais mon chapeau est parfois aveugle)
Je retourne au calcul du serrage...non sans appliquer un coefficient de sécurité savamment pifométré à 2.5 (je serais malheureux si je n’avais pas de chapeau) : résultat : le serrage sera égal à 0.106 mm. (Il est fort probable que la vue de nombreux ensembles soie et masses forgées et usinées dans un seul bloc et non assemblés ait donné plus de poids à mon "trouillomètre" qu'à mes considérations théoriques, d'autant plus que les pièces en présence, massives et ductiles ne risquent pas d'éclater)
Finies les cogitations ennuyeuses, au travail.
USINAGES
Les bouts de fer sont arrivés, les outils HSS "home made" sont affutés, les palmers et comparateurs sont impatients, en attendant je me suis fait la main en réalisant une soie côté volant dans un rond d'acier mi-dur sur la base d'un alésage de la masse à 20.40 mm.(n'oubliez pas le clic droit pour agrandir les photos)
Réalisation préalable d'une bague alésée conique pour matérialiser un plan de jauge et bien respecter les côtes axiales.
1 Les masses sont dressés et échancrés. Pour la prise de pièce sur mon mini-tour il a fallu usiner un manchon dont la face de référence latérale est soigneusement dressée avant chaque prise de pièce.
C'est raide le 30CND8 à 110 kg ! Le HSS au Cobalt est vite usé du fait de la vitesse périphérique élevée, le carbure est indispensable, je limite la profondeur de passe à 0.15 mm pour réduire les efforts sur le tour.
Réalisation des échancrures.
2 alésage des logements de soies et de maneton.
Le montage des roulements avec un serrage de 0.01 mm impose un diamètre de 20.01 mm de la soie, L'alésage de son logement a été réalisé à 20.00 mm, le diamètre de la soie sera donc ajusté à 20.10 mm dans la zone de serrage.
Le diamètre intérieur de la bague de tête de bielle est de 16.10 mm ce qui fixe le diamètre des manetons à 16.11 mm. L'alésage des masses a été réalisé à 16.01 mm.
Au passage je me réjouis de l'exactitude de mon petit intalomètre d'occasion qui me donne exactement la même valeur que l'appareil à trois touches de précision.
3 Soie côté volant.
Pour une précision optimale l'usinage est fait "entre pointes", la contrepointe est mise en ligne au préalable. Grosse difficulté pour l'usinage de ce métal (sans souffre) car la moindre hésitation de l'outil surchauffe et trempe le métal et la faible rigidité de mon jouet favorise les vibrations.
Ajustement du chariot porte-outil à 4.5% à l'aide d'un comparateur pour la portée du volant.
Filetages à M 20x150 côté emmanchement et M16x150 côté volant moteur.
Et voila l'objet terminé.
5 Maneton.
Le montage légèrement serré de la bague de tête de bielle impose le diamètre 16.11mm, les zones de centrages sont tournées à 16.01 et l'emmanchement sera fait au moyen d'écrous de M16x150.
6 Soie côté magnéto,
La procédure est la même : je ne réalise pas de logement de clavette, je fais confiance au seul serrage axial du pignon de magnéto par l'écrou M10x150.
Voici le chef d’œuvre. Pour être franc j'ai un peu "bouffé la côte", le serrage ne sera que de 0.07 mm mais il n'y a que l'entraînement de la magnéto de ce côté-là donc ça suffira).
.
ASSEMBLAGE
Assemblage soie/masse.
Quelques précautions : mon soucis permanent de sauvegarder l'alignement des pièces emmanchées m'incite à dresser correctement la face de l'écrou, de plus son serrage sera réalisé par une liaison à cardan pour éviter toute contrainte radiale et mise en travers de la soie. Par curiosité le couple de serrage sera mesuré avec une clé dynamométrique.
Prévision du couple à appliquer sur l'écrou :
Un peu de théorie : dans le cas utopique où il n'y aurait aucun frottement, serrer un écrou au pas de 150 avec une clé de UN mètre de long reviendrait à utiliser un levier dont le rapport serait 6280 (périmètre du cercle de 1m de rayon) divisé par le pas de la vis, soit une rapport de 6280/1.5 = 4187 . La présence des frottement réduit fortement le rendement de ce "levier" , la littérature indique qu'il est de 5% à 10% suivant la finition des pièces en contact, (valeur que j'ai déjà eu l'occasion de constater)
Dans le cas présent : effort d'emmanchement issu du calcul est de 50000 N si on part de l'hypothèse d'un bon rendement de 10% la valeur de couple attendue est de : 50000 x1.50/6280/0.1= 119 Nm. Dans l'hypothèse d'un mauvais rendement de 5% ce couple devient égal à 238 Nm.
J'ai noté la valeur de 146 Nm pour réaliser l'emmanchement, la théorie n'est donc pas trop mauvaise.
Contrôle de la côte d'emmanchement par rapport au plan de jauge.
Confirmation du bon positionnement axial du cône à 4.5% sur le cadre (alignement des pignons primaire et entrée de boîte de vitesse). le demi vilebrequin est monté avec un faux roulement. Comme je m'y attendais le défaut présent à l'origine est toujours là,je dois décaler le cône de 3 mm pour aligner les pignons de moteur et de boîte de vitesse et éviter tout frottement de la chaîne primaire contre le volant moteur.
Assemblage soie magnéto et masse.
La méthode est la même, le serrage n'est que de 0.07 mm, je n'ai pas poli la zone de serrage de peur de perdre du serrage, le couple nécessaire a été de 135 Nm. Et voila une deuxième pièce faite.
.
Emmanchement du maneton
Un peu de métrologie préalable pour vérifier l'éventuelle nécessité de rondelle d'épaisseur pour vérifier le bon fonctionnement du roulement de tête de bielle et ajuster la largeur totale du vilebrequin : OK c'est bon comme ça.
Le couple de serrage a été de 85 N.m tandis que l'approche théorique donne un effort d'emmanchement de 34000 N correspondant à un couple de 81 N.m pour un rendement de 10% du système vis/écrou.
Assemblage final et contrôle de l'alignement des soies.
- le fait de tirer plutôt que pousser est particulièrement intéressant dans le cas du maneton, car la contrainte résiduelle de traction comprime l’assemblage comme le ferait un boulon traversant. La bague interne du roulement de tête de bielle montée légèrement dure sur le maneton sera ainsi bien serrée entre les masses et participera à la rigidité du montage. Pour obtenir cette tension résiduelle l’effort de traction appliqué sera supérieur au minimum nécessaire pour seulement mettre les pièces en contact.
Tout au long de l'assemblage il faut vérifier et corriger l'alignement des soies entre pointes car, comme je le redoutais, l'assemblage du maneton par système vis-écrou a tendance à tout faire tourner. Finesse et brutalité : la cohabitation du frêle comparateur et du gros marteau de cuivre m'amuse. Le couple final d'assemblage a été de 87 N.m mais j'ai serré jusqu'à 110 N.m pour maintenir le système en tension. (j'étais tellement fébrile avec mes histoire de serrage et d'emmanchement que j'ai failli oublier de mettre la bielle!).
Je dois avouer que l'alignement final des soies fut quelque peu laborieux et disons ...viril. . Le verdict du comparateur était clair : les soies étaient bien parallèles et ça c'est une excellente nouvelle qui signifie que la méthode d'assemblage n'a pas dégradé la géométrie des pièces, mais les soies étaient décalées de 0.10 mm. Il a fallu taper vraiment très fort, dire que sur le vieux vilebrequin le manche du marteau aurait suffi. Les plus ou moins 0.03 mm ont finalement été obtenus, celui-la il n'est pas près de se décaler .
Après ablation des moignons voici l'objet.
Ajustement du jeu latéral du vilebrequin dans le carter à l'aide de faux roulements.
C'est beau, c'est rigide, ça tourne sans jeu ni point dur, c'est parti pour un tour du monde..
Je sais qu'un tourneur professionnel équipé d'un vrai tour aurait fait ça en vingt fois moins de temps que moi, ou qu'un atelier spécialisé aurait choisi une ébauche forgée avec usinage, traitement thermique et reprise d'usinage de finition ... et moi je me serais ennuyé. Certains à ma place auraient cherché un autre moteur mais moi j'aime bien mériter mes kilomètres.
Tous les éléments sont prêts : le faux condensateur qui assure la liaison mécanique entre bobine et plateau rupteur, le vrai en configuration CMS qui est monté sur le plateau rupteur, le charbon de retour de masse, la bobine qui a été refaite chez « Pièces allumages » ainsi qu’un touchau tout neuf. Depuis son démontage l’aimant est resté collé sur une plaque de fer épaisse pour éviter la perte d’aimantation.
Petite vérification des valeurs de résistances primaire et secondaire : 3.9 KOhm pour le circuit HT et 1.1 Ohm* pour le primaire, soit des valeurs tout à fait standards.
* le dixième d’Ohm n’est pas garanti avec ce type de contrôleur.
(clic droit sur le photos pour les agrandir)
Lors du démontage je n’avais pas réussi à extraire la connexion HT au pick-up par peur de casser quelque chose, ce n’est pas grave la connexion sera faite sur l’ancien fil et soigneusement isolée.
L’induit est assemblé et monté, je vérifie la bonne rotation sans point dur et le jeu axial qui est à peine sensible.
Dans un premier temps je n’ai pas monté le touchau neuf qui nécessite une petite retouche de son profil pour pouvoir régler le bon écartement du rupteur.
Premiers essais : l’étincelle est belle jusqu’à 4.5 mm à l’éclateur mais au-delà il commence à y avoir des ratés, en particulier à haut régime. C’est une valeur plutôt faible, l’aimant n’a certainement plus toute sa vigueur, et je tiens à vérifier la bonne synchronisation de l’ouverture du rupteur par rapport à l’arrachement magnétique.
L'essai sur "ma" bougie test" au culot détouré et dépourvue d'électrode de masse est peut-être sévère puisque l'étincelle doit parcourir 10 mm en contournant la céramique, mais l'étincelle ne passe pas alors que mes autres motos passent ce test avec succès.
Un détail ne me satisfait pas pleinement : la polarité de l’étincelle est mauvaise, il est en effet préférable que l’électrode centrale, donc la sortie HT de la magnéto soit négative. Pourquoi ? Parce que les électrons (négatifs) sont plus facilement extraits d’une zone chaude comme l’électrode centrale de la bougie bien plus chaude que celle de masse. C’est un peu comme le canon à électrons du tube cathodique de nos vieilles télé qui nécessitaient un réchauffage pour fonctionner.
Comment changer la polarité ? Sur cette magnéto c’est chose simple, puisque la came est amovible, il suffit de la faire tourner d’un demi-tour de façon à exploiter l’alternance opposée du courant.
Je profite de cette opportunité pour faire l’essai du crayon, bien connu des anciens, dont voici une description sur un document de Champion volé sur le web.
OK, ça marche ... peut-être mieux quand l'oscilloscope a donné le résultat qu'on doit trouver avant de faire le test, ... mais en s'intéressant aux étincelles les plus caractéristiques c’est assez convainquant, (mon crayon n'était peut-être pas assez gras comme préconisé). Notez que le fil HT issu de la magnéto est connectée à droite, et la masse est à gauche.
Après correction de la polarité la longueur maxi d’étincelle est restée inchangée ce qui est normal puisque tout est à basse température
Relevés de tension primaire :
Réalisation d'un bricolage maison : un frotteur relié à une borne isolée de la masse « pique » la tension sur la vis centrale de fixation du plateau rupteur, le tout est monté sur un collier serré sur le corps de la magnéto.
Vérification du bon arrachement.
Enregistrement à l’oscilloscope du courant primaire pour vérifier que la rupture est proche du maximum aussi bien à haut qu’à bas régime. C’est plus précisément la faible tension aux bornes du rupteur qui est enregistrée, en effet le rupteur même fermé présente une faible résistance de contact qui provoque une très faible perte de tension de la forme U = R.I que la bonne sensibilité de l’oscilloscope permet de visualiser.
Je rappelle qu’il n’y a aucun dispositif de correction de l’avance à l’allumage, ce qui réduit les contraintes de respect de l’arrachement.
On note que le courant est encore en phase de croissance lors du déclenchement de l'étincelle.
Pour contrôler l'arrachement on profite du fait que la came tient en place le temps d'un essai même sans les deux vis de fixation, en la décalant angulairement dans un sens et dans l'autre on trouve la position optimale. Cette recherche peut très bien se faire sur le seul critère de la longueur maxi de l'étincelle.
On obtient une légère amélioration en retardant légèrement l'ouverture du rupteur, le réglage définitif sera réalisé en décalant le bord d'attaque du touchau d'environ 4 d°
Et puisque j'aime jouer au professeur Tournesol je vais tenter la ré-aimantation de cet aimant qui me parait bien faible.
Essai avant : il faut prendre d'infinies précautions pour soulever ce galet d'acier de 3.4 kg sans le faire tomber( alors que le ridicule crochet en Néodyme posé à côté en soulèverait au moins quatre !). Je vais l'habiller façon défilé de mode d'une douzaine de mètres de fil électrique rose pour un électrochoc. Après les précautions d'usage muni d'une boussole** et quelques connexions brèves à la batterie de mon auto mazoutée ce même galet sera soulevé avec grande facilité, je n'ai pas fait de mesure précise mais je pense que la force d'attraction a été doublée. Youpi, ça marche.
** Le pôle Nord de l'aimant est repéré par un "N" frappé mais il ne faut pas oublier que le pôle Nord indiqué par une boussole est en fait un pôle Sud magnétique.
Remarques :
Je dois avouer que j'ai rencontré pas mal d'incohérences tout au long de ces essais sous la forme de résultats parfois aléatoires et ceci malgré de nombreuses vérifications, contrôles, démontage et remontages : tout y est passé : résistances, isolements, contacts, condensateur, propreté des pistes, qualité des fils ... Toujours est-il que j'ai fini par retrouver un fonctionnement stable comme au tout début de mes mesures sans trop savoir pourquoi, j'ai même eu des doutes sur mon éclateur qui m'a peut-être joué des tours, j'ai donc ressorti "ma bougie test" qui est pour moi une référence du bon fonctionnement et l'étincelle est maintenant belle et stable à tous les régimes.
A basse vitesse de rotation on observe parfois un étincelage très léger au rupteur, l'enregistrement de la tension BT permet, en dilatant fortement l'échelle de temps (20µsec/carreau), de visualiser la tension qui chute à zéro lors du passage de l'étincelle qui provoque un court-circuit entre les grains du rupteur, ce phénomène disparait dès que la vitesse de rotation augmente légèrement.
L'explication est simple : dans les premiers instants qui suivent l'ouverture du contact, la différence de tension entre les grains augmente à la vitesse de la charge du condensateur, tandis que la tension supportable sans claquage entre les grains augmente à la vitesse de l'écartement des grains. Quand la vitesse de rotation est faible, les grains ne s'écartent pas assez vite et il y a un claquage électrique.Ce type d'étincelle est classique et sans gravité, on pourrait la supprimer avec un condensateur de plus grande capacité (charge plus lente) mais aux dépends de la tension maximum réalisable par la magnéto.
Le kick me tente et j'ai la savate fébrile, vite, je remonte la fourche et la roue avant pour pouvoir poser la moto de façon sérieuse. Les quatre axes neufs que j'ai tourné dans du XC 48 vont prendre du service.
Les commandes d'accélérateur et de décompresseur ont été placées au guidon, un mini réservoir de carburant, un coup de kick ... non deux et il a démarré .... Pour être honnête les tentatives suivantes n'ont pas été aussi glorieuses, il semble que même en titillant l'essence a du mal à arriver au moteur et quelques gouttes mises directement dans le cylindre aident bien, il y a encore un peu de mise au point à faire, ça tombe bien je craignais de m'ennuyer .
Un piston a été réalisé selon le modèle en première côte réparation soit 60.5 mm chez Allais en Italie, tandis que le cylindre borgne a été réalésé en conséquence chez "Longeon rectification" à St-Jean-de-Vedas avec pour consigne, un jeu de 0.12 mm. (clic droit sur les photos pour les voir en grand)
Examinons ce piston.
Toutes les faces sont usinées sauf peut-être le déflecteur qui semble avoir été ajusté à la main. A-t-il été taillé dans la masse ou y a-t-il eu une ébauche de fonderie, je n'en sais rien. Je pense que la nuance d'aluminium utilisé n'est pas la même suivant le choix :
- série 4000 au silicium comme l' Alpax ( AS12UN dans sa version moderne) si c'est de la fonderie ,
- série 2000 au cuivre comme l'AU4G ou 5000 au magnésium comme l'AG5, dans le cas d'usinage, car à ma connaissance l'aluminium au silicium ne se trouve pas en rondin destiné à l'usinage.
Le coefficient de dilatation n'est pas le même : 20x10-6 /d° pour l'aluminium au silicium, d'où sa préférence pour la réalisation des pistons, et 15% de plus soit 23x10-6 /d° pour l'aluminium au cuivre ou au magnésium). Idéalement le jeu piston cylindre à froid devrait être légèrement augmenté si le piston est taillé dans la masse.
Le raccordement du déflecteur est moins progressif côté échappement, j'espère que ça ne va pas me faire perdre des kilomètres / heure !
Pas de matière ajoutée à l'intérieur pour la tenue de l'ergot du segment inférieur qui n'est emmanché que sur deux mm.
Comme convenu et pour simplifier, l'axe de piston n'est pas borgne, je devrai le boucher.
Poids complet : il est légèrement plus léger que celui d'origine : 311 g. contre 343 g (la zone comprise entre la tête de piston et les bossages d'axe a été bien allégée par usinage).
Relevé des côtes : Je profite du cylindre neuf pour mesurer le jeu sur différents axes, sachant que j'avais demandé 0.12 mm mesuré an bas de jupe perpendiculairement à l'axe comme c'est la règle. Est-ce exagéré pour un deux temps dont le fond du piston est refroidi par l'admission ... mais dont le cylindre subit beaucoup de distorsions d'origine thermique et dont la lubrification dépend du débit d'admission et non de la vitesse de rotation ?
NOTE DU 08/04/2021 : La valeur de 0.12 mm s'est avérée insuffisante et à provoqué des serrages, voir l'article : http://faites-pour-rouler.over-blog.com/2021/04/la-p102-ou-c-est-le-metier-qui-rentre.html
La méthode est simple, le piston dépourvu de ses segments est placé dans le cylindre, un comparateur mesure le déplacement permis par le jeu.
On est bien en présence d'une jupe conique- elliptique et le jeu de 0.12 mm a bien tété respectée.
Contrôle du jeu à la coupe : 0.4 mm pour les 4 segments : un peu fort à mon goût mais ça ne m'empêchera pas de dormir.
Un peu d'ajustage :
Alésage du pied de bielle qui a perdu 0.04 mm lors de l'emmanchement de la bague neuve et réalisation de la rainure de graissage droite comme celle d'origine.
L'axe du piston d'origine est borgne côté admission, je ne suis pas certain d'en avoir compris la raison si ce n'est pour éviter l'accumulation d'essence à l'intérieur puisqu'il passe devant la lumière d'admission. J'ai tenu à respecter cette particularité.
Le bouchon est réalisé en AU4G, le serrage de 0.04 mm ne se fait que dans la zone évidée pour limiter la contrainte d'évasement de l'axe.
Roulements de vilebrequin :
Je m'étonne de constater que les roulements sont presque plaqués contre les masses du vilebrequin, laissant un espace de seulement 0.3 mm pour communiquer avec le brouillard qui règne dans le bas moteur, J'ai imaginé que peut-être la mini-fuite au pallier crée un balayage forcé de mélange en phase de pré-compression favorisant ainsi la lubrification des roulements. Élucubration d'un cerveau perturbé ou réalité, je n'en sais rien mais alors que j'avais envisagé d'utiliser des roulements étanches en ne gardant que l'étanchéité externe j'ai tout supprimé, s'en tenir à la configuration d'origine ne peut pas être mauvais, .
Les vieux roulements ont tourné sur leur soies, elles sont usées de 0.03 mm. Comme pour la bague de tête de bielle qui a tourné sur le maneton je pense que ce sont les débris issus des segments qui ont parfois bloqué ces roulements. Les nouveaux seront collés sur leur soie. Une bague extérieur est légèrement serrée dans le carter tandis que l'autre est glissant juste, ça restera comme ça.
Facteur d'équilibrage.
Je n'ai pas l'habitude de voir un embiellage nu qui se stabilise en rotation avec la bielle en bas, à titre d'exemple celui d'une Motobécane Z46C se stabilise avec la bielle en haut . Cela signifie que le seul poids du pied de bielle (masse en translation) déséquilibre le contre-poids d'équilibrage .... et d'ailleurs, y-a-t-il un contre-poids ?
Vérifications.
- masse du pied de bielle : 129 grammes
- force d'équilibrage du pied de bielle: 129 grammes
C'est clair : si on amputait la bielle de son pied l'équilibre serait indifférent, ce qui signifie que le facteur d'équilibrage est égal à 0% alors qu'une valeur de l'ordre de 60% me paraitrait plus raisonnable, cela aurait été possible avec des masses plus épaisses (et un carter plus large) puisqu'elles sont évidées côté maneton. Est-ce préoccupant pour un moteur pour lequel les 3000 t/mn relèvent de l'utopie ? Je ne vais pas prendre les concepteurs de cette motocyclette pour des idiots et, c'est promis, j'arrête de me faire des nœuds au cerveau.
Assemblage.
Après avoir "cassé" les angles aux débouchées des diverses lumières dans le cylindre l'assemblage n'est qu'une formalité. Au fait, quand on colle un roulement sur une soie, si on met la colle sur la soie et qu'on enfile le roulement en butée, la colle en excès fait un bourrelet qui reprend sa place si on lâche l'appui trop tôt, les roulements s'écartent alors de 0.15 mm, ça polymérise .... et ça marche moins bien. Si on met la colle à l'intérieur de la bague du roulement la colle en excès est chassée du bon côté et il n'y a pas de bourrelet, ne me demandez pas comment je l'ai appris.
Adieu piston, quand tu auras fait 30 000km je passerai te voir pour te décalaminer. (vis de carter provisoires)
Une magnéto, trois gouttes d'essence et un coup de kick, il va bientôt parler.
La saison des balades est terminée pour cette année, elle laisse la place à la saison des bricolages.
Les roues de la P102 sont en bon état, pas de voile ni faux-rond, une couche de peinture antirouille très sommairement passée les a bien protégées. Les roulements nécessitent le changement des billes, seule une cuvette a bénéficié d'un léger rodage et bien sûr les pneus à talons doivent être changés, un article a déjà été diffusé à ce sujet :http://faites-pour-rouler.over-blog.com/2020/03/la-p-102-bricolages-divers.html
Au travail.
Grosse prise de tête pour décider le traitement à leur faire subir car j'ai choisi l'option de conserver le jus de la moto, au moins dans un premier temps, mais cette horrible couche d'antirouille est vraiment moche et n'a rien à voir avec de la patine.
La solution du sablage et peinture sans démontage ne me plait pas, un peu à cause du non respect de l'origine puisque les rayons et les moyeux sont nickelés et aussi parce que je trouve "antimécanique" la peinture sur des éléments assemblés entre eux. Je décide donc de faire le grand jeu, désassemblage total, nouveaux rayons en inox et nickelage des moyeux ... à un bémol près : comme je ne trouve pas de rayons courts en inox pour la fixation de la poulie-jante, les actuels ne seront pas démontés. (clic droit pour afficher les photos en grand)
Premières précautions :
- vérifier s'il existe un déport de jante : non les "parapluies" des deux roues sont symétriques
- prendre de multiples photo pour savoir reproduire le rayonnage.
Les pièces ont été traitées au décapant chimique et à l'acide phosphorique à 70 % qui laisse un voile de phosphatation propice au bon accrochage de la peinture. Certaines petites zones à la rouille un peu récalcitrante ont été sablées avec mon jouet de chez Lidl, efficace mais pour de très petites surfaces uniquement. Quelques petites traces de peinture noire ont résisté, elles resteront.
Les jantes sont ensuite peintes : apprêt suivi de polyuréthane bi-composant en bombe.
Nickelage "maison"
Merci à quelques fidèles du forum des Pétochons qui m'ont indiqué la recette : du vinaigre blanc, deux électrodes en nickel, une alimentation électrique, quand, après quelques heures, la soupe ressemble à de la menthe à l'eau, l'électrolyte est prêt. Ensuite, une anode en nickel pur, la pièce à nickeler à la cathode, quelques centaines de milliampères pendant environ deux heures et la pièce est nickelée.
Il faut quand même respecter quelques précautions de façon très rigoureuse :
- la pièce parfaitement polie, bien dégraissée doit être absolument propre au point que tout contact avec les doigts devient prohibé. Bien sûr l'intérieur du moyeu doit être obstruée : rondelles de Teflon aux extrémités et bouchon de colle thermofusible sur l'orifice du graisseur.
- pour un dépôt uniforme il faut multiplier les anodes tout au tour de la pièce et agiter le bain régulièrement.
- les courant ne doit pas être trop fort, je l'ai limité à 300 mA.
- et bien sûr travailler dans un endroit aéré.
Et ma foi, pour un premier essai c'est tout à fait encourageant, certes, une sous-couche de cuivre améliorerait la protection contre la corrosion, mais j'éviterai les séjours prolongés au bord de la mer...... je sens que je vais même nickeler la selle et les pneus ....
Préparation de l'électrolyte.
Après un polissage soigné, c'est prêt pour le plongeon dans la soupe.
Et voici le résultat.
Assemblage :
Des billes neuves pour les moyeux, des rayons et écrous en inox aux bonnes dimensions destinés à certains vélos électriques et inconnus chez nos revendeurs traditionnels,c'est parti.
La mise en place des rayons sur la roue arrière quand la poulie est déjà montée est un petit jeu de patience, tous les rayons qui ont la tête à l'opposé de la poulie doivent être enfilés sur le moyeu avant de commencer le montage.
Montage à blanc pour contrôler le voile, le centrage et le déport.
Et voilà qui est fait.
Les pneus à talon :
J'avais bien intégré le fait que "pneu à talon" est synonyme de "gros trou dans le budget", mais je croyais naïvement qu'il suffisait de s'adresser au marchand, lui confier sa carte bleue avec son code et attendre la livraison ... erreur ! Ma P102 est équipée en 650x50x45C (conforme à l'origine je crois) dont j'ai compris, après quelques recherches, qu'ils étaient l'équivalent des 26x2x1 3/4 ..... qui ne sont pas plus fabriqués que leur équivalent en cotes millimétriques.
Le premier chiffre, 650 mm ou 26 pouces, caractérise le diamètre extérieur du pneu, le deuxième, 50 mm ou 2 pouces, traduit sa largeur tandis que 45C traduit sa hauteur, mais le paramètre essentiel qui garantit la montabilité est le diamètre extérieur de la jante sur lequel se fait l'accrochage du talon et ce paramètre ne figure pas sur le marquage du pneu, or un pneu de 26 pouces ne va pas sur le même diamètre de jante suivant sa hauteur.
On trouve sur le net des informations pas toujours cohérentes et souvent imprécises, même "Vintage Tyres", un fournisseur de référence en la matière, donne un tableau de compatibilités avec la mention : "ces informations ont été recueillies à partir de nombreuses sources mais elles doivent être considérées comme des approximations" .
Petit à petit et surtout à l'aide de Marc que je remercie au passage, il m'est apparu qu'une paire de 26x2, conviendrait, moyennant un peu d'exercice physique pour l'étirer.
Au fait la P102 de Marc est équipée en 26 x 2 1/4, qui dit vrai ?
Tableau trouvé sur la net. (clic droit pour agrandir)
Le montage de pneus à talon était une première pour moi, il faut bien mettre le talon en place d'un côté avant de monter l'autre, et ma foi j'ai réussi avec mes petits doigts de travailleur de bureau sans utiliser le moindre outil ....à part un gonfleur !
Ça risque de faire drôle ces belles roues sur une moto sortie de grange .....
Sur la P 102, le carter en tôle de la chaîne d'entraînement de la magnéto est absent, serais-je capable d'en fabriquer un ?
J'ai toujours eu une profonde admiration pour les tôliers formeurs, ces magiciens capables de réaliser une forme complexe à partir d'une tôle désespérément plate. Comment peut-on, sans commande numérique, juste avec un tas et un marteau, peut-être un chalumeau, étirer, rétreindre, ajuster le métal pour lui donner la forme souhaitée? Moi ça me laisse pantois. Ces gars n'ont pas la reconnaissance qu'il méritent, pourquoi ne sont-ils pas mis au même niveau que les artistes et ne jouissent-t-ils pas de la même admiration que les sculpteurs, les peintres, les potiers et autres souffleurs de verre ....
J'ai un marteau, un tas, je pourrais faire des trucs en bois qui pourraient aider à réaliser la forme, j'ai gardé quelques bouts de tôle disparates parce que "on-ne-sait-jamais-ça-peut-toujours-servir".... et si j'osais ?
Allez, je me lance pour un essai.
Voici l'absent.
Au fait, il ressemble à quoi ce truc ? (photo volée sur le web)
J'en ai fait des tentatives, j'en ai passé des heures à tapoter de la tôle. J'étais parti sur une configuration en deux parties brasées entre elles, un bord et un couvercle. Une vieille plaque de four.... dont j'ai compris trop tard qu'elle était zinguée et que la brasure n'aimait pas ça, et de toute façon le résultat était très moche mais comme le métier commençait à rentrer, j'ai récidivé cette fois-ci en m'attaquant à un capot de four micro-ondes hors d'usage. Ça commençait à prendre une vague tournure mais, un embouti qui fait craquer la tôle, une brasure qui la surchauffe tout en la déformant et en dessoudant les zones brasées à l'étain .... poubelle.....
Je ne compte plus les heures passées ni les milliers de petits coups de maillet qui ont rythmé mes journées ... et exténué mes voisins confinés.
Avez-vous déjà visité un musée des horreurs ? Je vous propose un beau diaporama.
Et pourquoi pas en alu... enfin dans cet espèce de plat qui ne sert à rien et que maman n'utilise pas ? Cette fois-ci pas question d'envisager un truc en deux parties brasées puisque c'est de l'alu, allons-y pour du monobloc, ce sera plus conforme à l'origine.
Une énième planchette mise en forme avec une défonceuse, "tap tap tap" avec mon petit maillet à embouts plastiques pour ne pas blesser le métal et .... je sens que ça va le faire. Sûr, ce n'est pas du Dural, plutôt un truc genre AG3 bien mou qui se travaille bien.
Yessssss, je sens que ça va le faire !
Un vulgaire bout de fer plat à l'arrête bien polie pour bien former le tour ...... tap tap tap ... Ne pas "blesser" le métal en l'écrouissant, c'est ma grande préoccupation depuis le début de mes tentatives.
Marquage, découpage et ajustage sont les deux (?) mamelles du formage.
Reste à faire les bossages pour le passage des écrous d'axes et le creux pour l'écrou central de fixation au carter inférieur. Un bout de bois dur avec les trous qui vont bien, un embout de maillet tourné dans du rond de céloron pour obtenir la forme adéquate et "tap tap" et encore "tap tap tap" avec mon petit maillet maison.
Système vis-écrou-rondelles pour faire l'embouti de l'écrou central.
Un peu de finition, le traitement du genre anodisation superficielle est enlevé au papier abrasif fin, et, ma foi, je pense que ça ira, d'autant plus que le choix de l'aluminium va alléger la moto et que j'espère bien gagner quelques kilomètres/heure !
Ton plat rond en aluminium ? Celui qui va dans le four ? Ah non, je ne sais pas où tu l'as rangé, d'ailleurs, je pensais que tu ne l'utilisais jamais .....
Chuuuuttttt ! (heureusement que Pétronille ne lit pas les articles sur mes bricolages)
Encore une symphonie inachevée, en effet la bobine n'est pas encore retournée de l'atelier de rebobinage, il n'empêche que certaines interventions préliminaires étaient nécessaires.
Retour de masse de la haute tension.
Le système à base de frotteur à charbon était absent donc :
- usinage d'un support fileté à 8x125 en laiton.
- tournage d'un charbon à partir d'une anode d'une ancienne pile au zinc, le charbon s'usine très bien.
- mise à longueur d'un ressort pour réaliser une force d'appui d'environ 100 g (UN Newton pour être correct) soit à peu près la valeur trouvée sur le pick-up HT.
Came.
La came est démontable, son bord d'attaque était un peu usé, comme elle est symétrique pour convenir aux magnétos dont le sens de rotation est opposé, il a suffit de la retourner. Cette opération m'a permis de constater que la communication en point bas entre l'intérieur de la magnéto et le logement du plateau rupteur était complètement obstruée. Quel est son rôle ? Évacuer l'eau de condensation alors que l'eau serait bloquée par la came (dont le dos présentait une légère oxydation) ?
Extracteur du pignon d'entraînement.
Le réglage de l'avance à l'allumage se fait en décalant le pignon sur son emmanchement conique non claveté, il s'agit d'un montage très classique qui nécessite un peu de tâtonnement, parfois le pignon est bien bloqué et l'absence de prise rend son extraction délicate.
Modification inspirée de l'extraction du pignon de sortie de boîte de mes Motoconfort : perçage, taraudage du pignon et réalisation d'un système à base de carré de 12, et de vis. J'ai été agréablement surpris de pouvoir percer et tarauder aussi facilement ce pignon dont l'acier me paraissait particulièrement dur. (les forêts et tarauds étaient de très bonne qualité)
Suppression du condensateur d'origine.
Le condensateur d'origine ne tenait pas plus de 170 volts alors que plusieurs centaines de volts sont nécessaires pour un bon fonctionnement. Je choisis pour le remplacer d'utiliser un mini condensateur à support céramique en configuration CMS qui sera fixé sur le plateau rupteur pour un accès plus aisé.
La particularité du condensateur d'origine est d'être situé entre la bobine et le plateau rupteur et non à l'opposé du plateau rupteur comme on le voit plus fréquemment. Se contenter de le déconnecter aurait eu pour effet de déconnecter aussi le plateau rupteur, d'autre part il fait partie d'un ensemble qui comprend également le taraudage de fixation du plateau rupteur. Seule solution : fabriquer un faux condensateur pour assurer l'interface mécanique entre bobine et rupteur.
Le "truc" a été désossé et disposé sur la plaque de toile bakélisée de 3 mm qui va être découpée. (le 6 mm étant introuvable en petite quantité, j'ai pris du 3 mm et ferai double épaisseur)
Un peu de découpe plus tard.
Petite précaution : soudure de la cosse au plateau écrou, la continuité électrique doit être garantie.
Comme j'ai quelque peu massacré les pièces en les désertissant elles seront collées à l'Araldite.
Il faut bien garder à l'esprit que le circuit appelé "basse tension" peut être le siège de pics de tensions de quelques centaines de volts au moment de l'ouverture du rupteur, (ce n'est pas pour rien qu'on utilise des condensateurs qui résistent à plusieurs centaines de volts) l'isolement doit être soigné, toute fuite provoquerait le prolongement erratique de la conduction du rupteur après son ouverture. On n'est pas ici en train de connecter un phare ou une veilleuse, d'où la nécessité de cette membrane qui sécurise l'isolation sur le fond et sur le côté. comme à l'origine.
Implantation d'un condensateur CMS sur le plateau rupteur.
Solution très inspirée de ce que propose Bright Spark, que je n'ai même pas contacté, peut-être à tord, mais je ne vois pas où pourrait se loger un mini circuit imprimé sans charcuter sauvagement ce plateau, j'ai préféré une solution "perso" du type filaire sur la base d'un composant de 0.22µF garanti à 630 Vols. Un taraudage 4x70 inutilisé, (fixation d'une plaquette de blocage de la vis centrale? ) tombe à pic pour fixer l'objet. (amusant : toute la visserie sur cette magnéto est en 4x70 ou 5x80 et non 4x75 ou 5x90 : anticipation de la norme ISO généralisée trente années plus tard ?
Voici le plateau sur lequel il va falloir positionner un condensateur entre partie rouge et partie bleue.
Réalisation d'une plaquette support en laiton.
Mise en place (l'horrible vis à tête cruciforme sera vite jugée indigne d'une telle fonction), le mini condensateur est impatient de trouver sa place.
Réalisation d'une cosse
Le condensateur est mis en place et connecté.
Il sera isolé par de la gaine thermorétractable et collé sur la plaquette à l'Araldite (Epoxy). Une deuxième pièce sera réalisée par sécurité (et la première sera refaite, ce n'était qu'un coup d'essai)
Contrôle Capacité et V max, c'est OK.
Petite mise en situation, juste pour se faire plaisir et vérifier que chaque composant retrouve bien sa place.
Vivement les belles étincelles ... peut-être après une phase de ré-aimantation ?
Décidément cette période de confinement me fait travailler dans un ordre pas très orthodoxe, j'en arrive à attaquer des travaux que j'avais programmé pour l'hiver prochain alors que le moteur ne tourne même pas encore..
La "tripaille" ce sont sont tous les leviers au guidon et les mécanismes de frein ainsi que l'ensemble cale-pied et la pédale de frein. Rien de vraiment spectaculaire. Comme, au moins dans un premier temps, je décide de conserver et mettre en valeur le jus d'époque, ces pièces, pour la plus part nickelées à l'origine, auront droit à un bon nettoyage, avec correction des petites imperfections, elle seront ensuite traitées à l'acide phosphorique si nécessaire et protégées par une fine couche de Rustol.
Je ne vais pas détailler tous les petits trucs que j'ai gratouillés et nettoyés, juste présenter des photos d'ensemble.
Je tiens quand même m'attarder sur le levier de gaz dont la sophistication émerveille le novice que je suis dans ce domaine : comme dans un embrayage multidisque on y trouve une empilement de disques qui garantissent la friction idéale permettant ainsi le contrôle tout en douceur du déferlement des chevaux et évitant tout patinage de la roue motrice, du grand art !
Commande du décompresseur.
Leviers d'embrayage et de frein. Curieusement le levier d'embrayage était monté à droite soit du côté du levier de changement de vitesse ce qui devait être assez acrobatique !
Je note avec satisfaction l'absence de la moindre trace de coup ou de rayure sur toutes ces pièces.
Frein à main sur poulie-jante, je note la commande par la réaction de la gaine, l'extrémité du câble étant fixe. Le patin est fortement usé, je pense le refaire en utilisant un morceau de courroie trapézoïdale.
Frein à pied: là aussi on note une forte usure du patin, une vis de fixation déjà bien attaquée témoigne de la montée d'adrénaline du pilote en pleine détresse dans un descente qui n'en finit pas.
Ensemble cale-pieds.
Cet ensemble comprend les deux repose-pieds, la pédale de frein avec son ressort de rappel et toute une série d'entretoises, le tout serré par une tige traversante de 13 mm dont les extrémités filetées au pas de 100 reçoivent deux contre-écrous.
Cet ensemble est fixé à la moto par deux pattes en tôle épaisse.
Les extrémités à pas fin sans aucune protection sont très vulnérables, la moindre chute ou contact contre un trottoir a vite fait de les abimer mais il y a bien plus grave, on le verra plus tard.
Les filetages ont souffert, on voit que les écrous ont été inversés lors d'une intervention car ce sont les écrous intérieurs qui portent les marques d'usure consécutives à divers chocs.
Le filon suffira pour redonner un coup de neuf aux filetages mais deux écrous sont bien fatigués, je dois les usiner car le quincailler du coin de la rue ne connait pas le M13x100, tout se perd ! Heureusement je deviens un expert ès filetages exotiques, en l'absence de matière première plus adaptée deux écrous de 12 feront l'affaire. (je vous rassure l'affreux zingage ne restera pas)
Toutes les pièces portent des marques d'usures, de chocs ou de déformation, il y a même une forte usure de l'axe dans la zone protégée par l'entretoise centrale ???
"Plus grave" disais-je : cet ensemble s'accroche à la moto au niveau de la fixation du moteur :
- un premier boulon traverse une paire de pattes soudées au cadre et participe à l'assemblage des demi-carters du moteur,
- un deuxième est fixé seulement au carter du moteur et assure son assemblage.
Le bras de levier constitué par la grande largeur de l'ensemble cale-pied d'une part et l'étroitesse du carter moteur d'autre part est redoutable, le moindre choc contre un trottoir se répercute amplifié sur le moteur et je comprend mieux pourquoi les deux oreilles correspondantes du carter étaient cassées.
Je comprend mieux la raison de ce boulon, certainement pas d'origine, qui empéchait à cet cet ensemble de basculer malgré la rupture de la fixation au moteur. (Pour la photo le moteur a volontairement été positionnée en porte à faux à l'arrière de ses fixations.)
Je dis souvent que j'ai horreur des enlèvements de métal irréversibles sur les vieilles pièces, sachez aussi que je n'aime pas en rajouter, mais utiliser un frêle carter moteur comme fusible en cas de choc ne plait vraiment pas, je décide donc de souder une deuxième patte au cadre pour fixer cet ensemble cale-pied afin d'épargner le moteur.
Du fer plat, du rond de 30 pour l'enrouler, deux trous de 8 et voila l'objet... après pas mal de mesures, vérifications et ajustages.
Le cadre est retourné pour présenter la chose.
En fait tout est un peu tordu, le moteur est incliné, tout comme l'axe des cale-pieds, pas de doute il y a eu des chocs, il faut redresser ça : retouches des oreilles du carter qui ont été ressoudées, retouche des pattes du cadre et de celles du cale-pieds, ça prend du temps mais on y arrive.
Pourquoi percer un trou à cet endroit ?
- premièrement parce que lorsque j'ai retourné le cadre j'ai ramassé un petit demi-litre d'eau chargée de rouille sur les chaussures, un trou en point bas évitera toute accumulation,
- deuxièmement parce que je veux tester l'épaisseur du tube en partie basse, pour m'assurer qu'elle n'a pas été réduite par de la corrosion avec le risque de traverser lors de la soudure, c'est bon je peux y aller.
Non seulement j'ai soudé "ma" patte au cadre mais les fixations du cale-pieds sont également soudées aux deux pattes du cadre, le carter moteur n'est plus le fusible et ça me rassure.
Ça avance un peu dans le désordre, mais ça progresse et c'est bien ça l'essentiel, par contre le manque de consommables, de matière première et de services commence à ralentir fortement la progression.... (et le travail sur machines avec les cheveux qui s'allongent ne va pas tarder à devenir dangereux !!!!)
Encore une symphonie inachevée mais celle-ci aura une fin ... plus tard, c'est sûr, après le confinement.
La P102 est équipée d'une fourche à parallélogramme, (j'aurais tant aimé une fourche pendulaire comme on les faisait quelques années auparavant). (clic droit pour agrandir les photos)
Il est courant de rencontrer de l'usure sur les diverses articulations ainsi que sur les roulements de colonne de direction, sources d'imprécision ou de guidonnage aux folles vitesses atteintes par cette puissante motocyclette. De toutes façons un démontage complet s'impose.
Constitution
Un ressort central travaille en compression et il n'y a pas de dispositif d'amortisseur à friction. Les quatre axes de 10 mm sont filetés au pas de 100, à gauche d'un côté et à droite de l'autre. Les biellettes sont taraudées en conséquences, et un contre-écrou à chaque extrémité bloque le tout.
Illustration avec les deux axes inférieurs, les axes du haut ont la même configuration.
Les contre-écrous se desserrent sans aucune difficulté, il suffit alors de faire tourner les axes deux à deux et dans le bon sens pour écarter les biellettes et démonter ainsi la fourche sauf que .....
- l'axe du bas côté guidon tourne très librement, même bien trop puisqu'il a un gros millimètre de jeu !
- l'axe supérieur côté guidon tourne librement sans jeu anormal.
- l'axe supérieur côté fourche est grippé et ne tourne que de quelques degrés
- l'axe bas côté fourche est complètement grippé.
Je sens qu'il va y avoir de l'occupation !
Axe supérieur de fourche : les carrés de manœuvre ne sont pas trop dégradés, mais je préfère utiliser ma ruse favorite pour pour ne pas les arrondir : deux écrous M10x100 montés en contre-écrou permettront de forcer sans risque, (M10x100 est le filetage adopté pour la fixation des anciennes douilles électriques en laiton, c'est courant, il suffit de le savoir).
Après beaucoup de dégrippant et de manipulations sans oublier les indispensables jurons, deux heures d'acharnement ont suffi pour libérer l'axe qui était bloqué seulement par de la graisse séchée, après nettoyage il a retrouvé un état à peu près satisfaisant.
Voici l'état de la situation quelque peu préoccupante quant à la suite.
Les litres de dégrippant, les manipulations à l'aide de pince-étau, les supplications... les jurons les plus sophistiqués ne viennent pas à bout de cet axe. Je décide alors de démonter la colonne de direction pour pourvoir poser la chose sur l'établi où je serai plus à l'aise. Sauf que... il faut pour cela ôter le guidon ...
Il s'agit d'un montage du type vélo: le tube du guidon est serré dans la colonne de direction au moyen d'une noix conique tirée par une longue vis. Aucune difficulté pour desserrer la vis et pousser la noix au fond dégageant ainsi le serrage, il n'y a plus qu'à tirer le guidon vers le haut, tout en le tournant pour aider, facile à dire.
Les jurons et le dégrippant c'est comme les virus, à force d'en avoir subi beaucoup la mécanique devient immunisée, ça n'a plus aucune efficacité, et le guidon reste toujours en place.
"Patience et longueur de temps font plus que force ni que rage" disait La Fontaine. La règle primordiale quand on restaure une vieille machine c'est : surtout ne rien casser, donc, prendre le temps qu'il faut, tourner son marteau sept fois dans la main avant de taper.
Je me lance alors dans la fabrication d'un extracteur : deux tubes, des tiges filetées, des bouts de fer plat arrondis, du carton épais pour protéger les pièces, quelques photos valent mieux qu'un long discours.
Je suis fier de moi .... mais j'aurais été plus fier ecore si ça avait fonctionné !
Au fait, cet axe inférieur qui a un gros millimètres de jeu, il est certainement HS, je pourrais le scier sans complexe, ce qui me permettrait de dégager la fourche pour continuer son démontage et dégager la colonne de direction pour travailler plus à l'aise.
Aussitôt pensé, aussitôt décidé, en tournant cet axe j'écarte la biellette suffisamment pour glisser une lame de scie, et en avant pour le sacrifice (j'ai horreur d'enlever du métal sur une vieille pièce) .
Pas de regret, son usure est impressionnante il aurait atterri dans la galerie des horreurs.
La fourche est libre, je peux utiliser un outil plus "persuasif" pour extraire le rebelle, il a fallu quand même y croire en tapant fort alternativement d'un côté puis de l'autre, pour extraire une axe qui n'était bloqué que par de la graisse séchée et qui, après simple nettoyage, a retrouvé un état, certes pas neuf, mais je m'attendais à bien pire.
Je suis maintenant plus à l'aise et surtout j'utilise une clé plus longue, miracle, millimètre après millimètre j'arrive à extraire ce satané guidon qui, comme tout le reste, n'était collé que par de la graisse séchée et a retrouvé sa superbe après un simple lavage au White Spirit.
Le démontage des roulements de colonne de direction n'a pas posé de problème, je peux maintenant examiner les pièces calmement.
La fourche a été réparée par soudobrasure, la réparation semble sérieuse, je n'y toucherai pas.
Les cuvettes de la colonne de direction sont impeccables, pas de marques de billage, de même pour les 34 billes de 6.32 mm, un nettoyage suffira.
Les deux axes supérieurs de fourche sont récupérables, les deux inférieurs devront être refaits.
Hormis le Té inférieur, les logements des axes ne sont que très faiblement ovalisés, les alésages aux extrémités sont de l'ordre de 10.20 mm.
Le Té inférieur est fortement usé et ovalisé : 10.40 mm (vertical) et 10.90 mm (horizontal).
Pas d'autre solution qu'un réalésage, l'alésoir de 10.50 mm ne fait que blanchir une faible surface, celui de 11 mm rendra un alésage bien propre après une bonne scéance de musculation des biceps.
Je n'ai pas sous la main la nuance d'acier adaptée pour refaire les deux axes de 10 mm et 11 mm mais j'ai envie de me faire la main en usinant un axe de 11 mm dans un barreau de C 35 (acier mi-dur). Il faut le réduire à 11 mm sur toute la longueur. C'est probablement du Stub, seul acier sérieux disponible en 11 mm H7 à ma connaissance, que je choisirai pour les axes définitifs.
Petite ruse pour tourner cylindrique sur mon jouet pas très précis et dépourvu de dispositif d'alignement de la contre-pointe : la pointe tournante "low-cost" est légèrement tordue, quand je fais tourner le cône morse, la pointe décrit un cercle de quelques centièmes de diamètre, il suffit de lui donner le bon angle de rotation pour garantir le bon parallélisme.
Pour tourner un filetage à gauche j'ai adapté un pignon supplémentaire dans la lyre afin d'inverser le sens de rotation de la vis mère et l'outil est réalisé avec une inclinaison inversée.
Tournage des évidements en face des graisseurs, méplats pour distribuer la graisse et carré de manœuvre faits à la lime, (finalement le C35 c'est bien raide), montage sur le Té, c'est tout bon, tout se visse bien, le jeu est très faible, il ne manque plus que du Stub pour en faire des vrais et achever la symphonie.
En période de confinement, les opérations ne s'enchaînent pas toujours dans un ordre très logique par manque de disponibilité de pièces ou de produits divers mais il y a des situations bien pires que la mienne, je ne vais pas me plaindre.
Petits travaux sur les roues.
Elles ont été badigeonnées en orange, je pense de la peinture antirouille délicatement passée à la truelle, et il s'avère que ce fut une très bonne idée car grâce à cette protection elles sont restées dans un état très correct. En grattant par endroits cette couche je découvre une jante et des rayons intacts, tout au plus une très légère rouille superficielle qui sautera facilement après un sablage fin.
Les pneus à talon, identiques à l'avant et à l'arrière, portent divers marquages qui devraient me permette d'en retrouver des neufs : 650x50x45C. Le fond de jante à un diamètre de 564 mm (=1770/3.14) tandis que la largeur de jante est de 39 mm.
Les empilements des divers écrous, contre-écrous et rondelles sont bien notés avant le démontage. Sur le moyeu arrière je note une bague filetée et moletée, qui, renseignement pris auprès du club des Pétochons, sert à protéger un filetage destiné à recevoir un disque de frein qui était en option à l'époque (1) .
Les deux axes de 11 mm sont filetés à droite au pas de 100, il sont dans un état proche du neuf, de même que les écrous dont les six pans n'ont pas été arrondis.
A part la cuvette arrière côté transmission les cônes et cuvettes sont réutilisables.
La cuvette marquée sera rectifiée avec un rodoir enduit de pâte à roder, soit un disque épais en acier doux monté sur un long axe pour garantir le bon alignement, le profil du rodoir a été ajusté après tâtonnements. A la fin de l'opération le roulement se fait sans jeu ni point dur, test fait sans la moindre goutte d'huile.
Certaines billes du moyeu arrière ont vécu, leur diamètre est de 6.31 mm, donc probablement du quart de pouce (6.35 mm) à l'état neuf, soit une dimension tout à fait courante de nos jours, les 40 billes seront changées.
Contrôle du faux-rond et du voile : les deux jantes et la poulie sont très correctes et la note émise en tapant sur les rayons révèle des tensions à peu près identiques, je dois dire que j'ai été assez bluffé sur coup-là.
Il est clair que cette moto n'a jamais été malmenée. Quand la période de confinement sera terminée, ces roues subiront un sablage au grain fin et seront repeintes comme il se doit, en espérant qu'avec leur pneus neufs ça ne fera pas trop "bling bling" par rapport au reste de la moto que j'ai l'intention de laisser dans son jus, au moins dans un premier temps.
(1) Veuillez noter la date de publication de cet article ... Il s'agit en fait d'accueillir un pignon de chaîne car ce moyeu est commun à une version plus simpliste, sans boite de vitesse, équipée de pédales pour le démarrage et l'aide en côtes.
L'atelier de rectification a donné son verdict : le cylindre a été réalésé à 60.5 mm pour 60 mm en côte standard. Il n'attend que le piston qui prend du retard en cette période de confinement généralisé, il faut dire que, pour "coroner" le tout il a été commandé en Italie !
Mais avant de confier le cylindre à l'atelier j'ai tenu à examiner le diagramme de distribution de ce moteur, je voulais en particulier comprendre l'intérêt de ce segment situé tout en bas de la jupe du piston pour donner des instructions claires au fondeur.
En fait, tout est conçu "à la limite" :
- au point mort bas, la face inférieure du segment de jupe coïncide avec l'extrémité basse du cylindre : un millimètre plus bas et le segment sortirait du cylindre. (un seul demi-carter a été monté et j'ai profité de l'aubaine de la gorge du segment localement détruite pour visualiser la situation).
- malgré ça, toujours au point mort bas, le piston ne descend pas assez bas puisqu'il manque un bon millimètre pour découvrir complètement la lumière d'échappement et celle de transfert !
- Le point mort haut n'est pas mieux, il faudrait que le piston monte de 1 mm en plus pour découvrir complètement la lumière d'admission.
- la différence "d'altitude" entre le bas des lumières d'échappement et transfert, d'une part et le haut de la lumière d'admission d'autre part ne laisse que trois ou quatre millimètres. Il s'ensuit que, au point mort haut le seul ajustement entre jupe du piston et cylindre ne suffirait pas pour garantir une bonne étanchéité entre le conduit d'échappement et le bas moteur où se fait l'admission, d'où la nécessité de ce segment placé tout en bas de la jupe du piston.
Il va de soi que l'altitude de ce segment par rapport à l'axe du piston doit être respectée rigoureusement, j'en ai bien fait la recommandation auprès de l'atelier. Les millimètres qui manquent pour assurer le dégagement total des différentes lumières pourront peut-être être récupérés en grignotant le piston , on verra ça plus tard.
Nota : L'axe de piston est borgne, le côté bouché était monté vers la lumière d'admission devant laquelle il passe à mi course. En aucune situation un axe débouchant créerait une communication avec une autre lumière, je suppose que cette précaution sert à éviter les accumulation d'essence à l'intérieur de l'axe ?
En attendant on s'occupe du bas moteur. Les oreilles du carter étaient cassées ? Pas de problème, Stéphane, le roi du TIG en a vu d'autres. Tout a été abondamment rechargé il ne me reste plus que la finition à faire. Une face était également affaiblie, il n'y parait plus rien.
Ça présente un peu mieux, vérification de la montabilité dans le cadre, c'est OK
Mon gros soucis c'était la tête de bielle : la bague interne du roulement a tourné sur le maneton et l'a ovalisé alors que le jeu entre bague interne et la bielle n'est pas exagéré. Pour ce dernier le remplacement des galets de 1/4 de pouce par des neufs (0.02 mm plus gros) a bien amélioré la chose, j'arrive à passer la cale de 0.04 mm mais en forçant (je n'ai pas de cale plus fine), ce n'est pas un moteur de course, ça ira très bien comme ça.
"LA" solution propre aurait consisté à rapporter un maneton à la place de celui d'origine qui fait partie intégrante du vilebrequin, l'opération est assez lourde. Après nombreuses réflexions j'ai décidé que je pourrai braser à l'étain cette bague sur son maneton : l'étain comblera l'espace laissé par l'usure ovalisée du maneton, l'étain n'est pas si éloigné que ça du régule longtemps utilisé pour les bielles et devrait résister de façon honorable à la compression, surtout en faible épaisseur, la température de fusion de la "soudure" utilisée ( 3% d'argent) est de 220 d° ce qui suffit largement pour un embiellage de moteur deux temps refroidi par les gaz d'admission.
Les pièces sont préalablement étamées en utilisant du chlorure de zinc "home-made" comme flux. ( Verser des bouts de gouttière dans de l'acide chlorhydrique jusqu'à saturation, faites ça au grand air et loin des enfants car la réaction est assez violente et toxique). Il suffit de badigeonner les pièces en acier à étamer avec ce liquide pour faire adhérer l'étain. Si nécessaire refaire plusieurs fois la procédure avec nettoyage des pièces jusqu'à obtenir un mouillage parfait dès la pose d'une goutte de "soudure" sur la pièce chaude, qu'on essuie en laissant une couche très fine d'étain. La zone du maneton qui assure le serrage du vilebrequin et la piste de roulement des aiguilles sont épargnées.
Tout est prêt, il n'y a plus qu'à chauffer, l'étain sera amené par le haut, la cale permettra de vérifier qu'il coule bien en bas, elle sera alors être retirée, l'étain en excès sera essuyé et la bague sera bien plaquée sur sa face inférieure pendant le refroidissement.
Terminé, après petits gratouillages de traces d'étain ce sera parfait.
La bague de pied de bielle présente un jeu d'environ 0.04 mm donc à refaire en UE12P, du bronze phosphoreux idéal pour ce type d'application (UE9P conviendrait aussi).
L'extraction à l'étau ne pose pas de difficulté après avoir tourné le manchon "kivabien".
J'ai déjà fait pas mal de pièces sur mon tour mais pas encore avec un tel besoin de précision: serrage de 0.04 mm donc côte à garantir au centième et sans conicité.
Je ne dispose pas de palmer d'intérieur et la bague d'origine n'est pas une référence, après extraction a une forme "patatoïdesque", (les centièmes se baladent par gros paquets suivant l'axe de mesure). Donc, réalisation d'une pige très légèrement conique pour déduire d'après l'enfoncement la côte précise de l'alésage de la bielle : 19.92 mm
Le diamètre intérieur est moins critique car il sera repris à l'alésoir après serrage de la bague dans la bielle, il sera réalisé à peu près à 16.00 mm et perdra environ 0.04 mm à cause du serrage, l'alésoir fera le reste, la patte d'araignée sera réalisée ensuite.
Au boulot...qui rime avec copeaux.
Assemblage du vilebrequin.
J'avais bien noté avant le démontage que l'emmanchement était fait jusqu'au l'affleurement du maneton
Assez facile à réaliser car le maneton est très légèrement conique, donc on peut emmancher progressivement tout en vérifiant régulièrement l'alignement des soies, ce qui nécessite un petit bricolage à base de deux vés taillés dans du tube carré de 25 mm et fixés dans l'étau, pas besoin de Vés de métrologie pour ça.
Aucune difficulté pour trouver le bon angle d'emmanchement mais, Horreur ! Le vilebrequin est "ouvert", l'extrémité du cône d'emmanchement du volant décrit un cercle de 0.12 mm de rayon, c'est trop. Un montage à blanc dans cette condition bloque la rotation du vilebrequin car les axes frottent dans les alésages du carter très bien ajustés.
Le problème se confirme en mesurant la distance entre le masses en deux points diamétralement opposés: l'écart de 0.54 mm sur un diamètre de 80 mm est cohérent avec l'amplitude mesurée par le comparateur.
Après une grosse période d'intense réflexion et de vérifications géométriques je conclue que c'est le maneton qui est tordu : aux grand maux les grands remèdes : un gros étau pour maintenir l'assemblage du maneton un petit pour rapprocher les volants, j'y vais pas à pas et tout est rentré dans l'ordre.
J'aimerais bien comprendre la cause de cette déformation, j'ai tendance à penser qu'elle n'était pas présente à l'origine, je n'ai pas exercé d'efforts qui auraient pu le déformer lors de son désassemblage, je ne l'ai pas laisser tomber par terre, ce ne sont pas les 250 d° de chauffe pour faire couler l'étain qui auraient pu déformer cette pièce stabilisée depuis une centaine d'années, il n'y a pas eu la moindre trace d'étain sur la zone d'emmanchement les mors de l'étau qui a été utilisé pour l'assemblage ne sont -ils pas assez parallèles ?
Je profite de ce que les anciens roulements sont assez libres, pour mesurer le jeu axial : 0.1 mm c'est parfait.
Je n'irai pas plus loin dans l'assemblage tant que le piston et son axe ne seront pas disponibles pour aléser finement le pied de bielle et monter les roulements neufs.
Par contre je vais faire un montage à blanc du moteur et de la boîte dans le cadre pour ajuster l'épaisseur du pignon moteur et garantir l'alignement de la transmission primaire.
OUPPS ! Le volant extérieur tourne comme une patate, le voile est important, est-ce dû au volant lui-même ou à la soie du vilebrequin qui serait tordue ? Pour comprendre je réalise un faux arbre qui constituera une bonne référence et servira de prise pour le redresser si nécessaire.
L'arbre est pris dans l'étau, une goutte d'huile sur le cône et le volant tourne sans jeu, le verdict du comparateur est clair : 1.1 mm de voile. L'examen détaillé montre de nombreux impacts sur la face interne (extraction au marteau ?), rien d'étonnant qu'il soit voilé, prochain outil : la massette.
Il a fallu un dispositif à base d'IPN et de brides pour maintenir le volant pendant que je tapais de bon cœur sur mon faux arbre, c'est du costaud ce machin-là, on conçoit que si la réaction du choc est encaissé par le vilebrequin ça peut faire des dégâts. Par contre l'ouverture du vilebrequin que j'avais noté allait dans le sens contraire du voile du volant!
J'ai pu retrouver quelque chose de correct même si la planéité n'est pas irréprochable.
Au fait avant tout ça le décompresseur avait subi une greffe de six pans : après ablation du vieux une prothèse a été rapportée et fixée par brasure à l'argent.
Je ne sais pas si je serai capable de faire démarrer ce moteur après sa restauration mais ce dont je suis sûr c'est que je saurai l'arrêter.
L'attente pour le piston tout neuf risque d'être longue, mais en cette période d'épidémie la patience est de rigueur, je ne voudrais pas que le divertissement d'un retraité passe avant les besoins des clients professionnels.
La P102 est équipé d'un carburateur Gurtner type F de 15 mm de passage, et, à part son entrée d'air absente, son aspect extérieur laisse penser que son état est très correct. Voyons ça plus en détail. (clic droit sur les photos pour les afficher en grand)
Démontage et état des lieux.
Un classique : le boisseau est très usé tout comme son logement dans le corps du carburateur, ce défaut à pour effet de dégrader fortement le suivi de richesse, en particulier au ralenti et à faible ouverture. Il faudra poser une frette et réaléser son logement.
Le système flotteur, aiguille-pointeau et cuve est en très bon état, un petit rodage du siège suffira.
L'écrou de fixation de la cuve au corps présente deux fissures, il faudra corriger ça.
Le carré de manœuvre du porte-gicleur est fortement dégradé et ne permet pas son démontage, il faut dire qu'il a été serré de façon très exagérée, probablement avec un prise entre les mors d'un étau qui ont laissé des stigmates.
Pour son démontage je réalise deux écrous fins de M12x100 que je monte en contre-écrou pour une meilleure prise. Avec une chauffe énergique du corps j'en viendrai à bout. Il faudra refaire la pièce ou la consolider.
Voici l'objet avec son gicleur de 28.
Horreur ! Voici ce qu'il reste de ce qui fut un vaporisateur : matraqué de tous les côtés, on devine le reste d'un taraudage interne dont je ne comprenais pas le rôle. Merci au club des Pétochons qui m'a permis de comprendre la constitution de ce système : il manque la vis percée qui fixe ce vaporisateur par dessous, la vis pression accessible de l'extérieur ne sert qu'à l'immobiliser lors du serrage. Il y a du travail en perspective.
Au travail .
Alésage du logement du boisseau. Opération périlleuse car la prise de pièce laisse un porte à faux important, d'où la nécessité de bien ajuster l'alignement, de réaliser un outil fin et rigide et surtout très bien affûté pour travailler par mini passes de 0.05 mm afin de ne pas induire trop d'effort dans la prise de pièce.
Je ne "blanchis" pas la totalité de l'alésage pour ne pas trop affaiblir le filetage de fixation du chapeau de chambre, soit 16.35 mm pour 16 avant usinage.
Manchonnage du boisseau. La prise de pièce par l'intérieur nécessite la réalisation d'un manchon expansible : quelques photos valent mieux qu'un long discours.
Réalisation d'une douille ébauche, brasure à l'étain sur le boisseau et reprise d'usinage pour ajustement à 0.1 mm dans le carburateur (j'aurais mis moins 'il y avait eu un filtre à air) , je m'assure que ça coulisse bien.
Il ne reste plus qu'à reproduire le profil de la coupe du boisseau ainsi que sa rainure de guidage, pour cette dernière le boisseau est positionné de façon précise sur le petit étau, et la lame de scie s'appuie latéralement sur le mors, après deux passes il ne reste qu'un petit ajustement à faire avec une mini-lime.
Mise en place de la barrette de guidage et vérification du bon coulissement du boisseau.
Au tour du vaporisateur.
Tout d'abord un relevé des côtes du puits.
Pour comprendre ce qu'était ce "truc" et reconstituer son état originel, rien ne vaut une autopsie en bonne et due forme :
- les perçages au nombre de sept sont convergents et font 0.50 mm de diamètre, ce qui dégage une section largement surabondante par rapport à celle du gicleur de 28.
- on note la violente déformation de l'objet, côté intérieur les trous sont écrasés.
- j'ai pu mesurer le taraudage interne : M7x100 (norme SI probablement)
Après reconstruction du plan côté de la pièce, j'ai trouvé dans mon bor... zar une vieille vis en laiton ou en bronze qui provient de je ne sais où, je sens qu'elle va connaitre une deuxième vie.
En fait, je ne vous l'ai pas encore dit, mais mon long passé en carburation me fait penser que ce type de "vaporisateur" ainsi réalisé a un effet plus psychologique que bien réel. Dans un carburateur, surtout dans le cas d'un monocylindre, ce qui est important c'est le dosage du débit massique de l'essence par rapport au débit massique d'air, et ça c'est affaire de gicleur, de coupe du boisseau, de niveau de cuve, de profil d'aiguille, (quand il y en a une), etc. La vaporisation, l'homogénéité du mélange, tout ça c'est en aval que ça se passe : passage dans les soupapes ou lumières d'admission et de transfert, brassage dans le bas moteur.... OK si on est préoccupé par des soucis de dépollution fine, de stabilité rigoureuse du débit d'essence d'une admission à l'autre, de contraintes de bonne distribution entre plusieurs cylindres etc .... on peut s'acharner pour optimiser ce type de dispositif, encore faut-il disposer de l'instrumentation pour mesurer les effets, mais n'oublions pas qu'on est ici en présence d'un monocylindre deux temps de 1927 auquel on demande seulement de savoir démarrer et tourner sans histoire pour promener sereinement votre serviteur, donc pas de panique.
Je vais quand même, par respect pour l'origine, réaliser les sept perçages de 0.50 mm mais il seront percés dans une tôle très fine (du clinquant en bronze de 0.05 mm qui trainait dans mon b..... ) qui sera ensuite brasée à l'étain.
Il faut ensuite faire la vis percée qui manquait : diamètre 7 pas 100, ce n'est qu'une formalité.
Et voici l'ensemble avec sa vis de pression
Le porte-gicleur:
Son carré de manœuvre n'est plus fonctionnel et le filetage du bas est assez usé.
Un morceau de gicleur de ralenti Solex, fournira un hexagone de 8 mm facile à prendre avec une clé standard, (six pans de préférence) l'assemblage sera fait par brasure à l'argent. Le filetage sera rafraichi en réduisant un peu son diamètre, ce qui n'est pas grave car l'écrou correspondant sera refait puisque fissuré.
Un écrou.
Je n'ai pas sous la main de profilé hexagonal à la bonne dimension, en commander en période de confinement prendrait beaucoup de temps, donc le six pans de 16 sera fait à la lime.
Une entrée d'air :
Je dois encore dire merci au club des Pétochons qui m'a permis d'obtenir un schéma côté de la pièce manquante. Il ne s'agit pas d'un cornet comme on le voit fréquemment mais une sorte de dé percé, tout rigolo, je tenais à l'avoir car je trouve que c'est un détail qui contribue au charme et à l'originalité de cette moto.
Du rond de laiton, des copeaux et voici l'objet.
Vue d'ensemble des pièces.
Carburateur Gurtner type F Peugeot P 102
Je lui aurais donné le bon dieu sans confession à ce tout petit bout de machin en bronze ... Tout a été réparable avec le moyens dont je dispose et c'est tout à fait ce qui me plait dans ce projet.
Petit rappel, cette boîte comprend deux rapports, la seconde est en prise directe et la première donne un rapport de 1.628. (clic droit pour voir les photos en grand)
Laissez moi étaler ma culture sur les pignons :
- le module d'un pignon est défini comme la division du diamètre primitif par le nombre de dents, il est égal ici à 2
- quand plusieurs couples de pignons sont fixés sur deux axes parallèles, le total du nombre de dents de chaque couple de pignons est le même (sauf dans le cas particulier de déport de denture, parfois utilisé dans les boîtes de vitesse). Pas de déport pour cette boîte, la règle de la somme est respectée : 19+14=18+15=33
Les roulements tout neufs sont arrivés, Stéphane, le roi du TIG a rechargé l'arrêt de gaine de l'embrayage qui était cassé, je n'ai eu qu'à fignoler le profil extérieur.
Le ressort de kick : je n'ai pas trouvé de la corde à piano de 2.5 mm pour le refaire, OK, je n'ai pas beaucoup cherché, mais du 2 mm devrait convenir en le précontraignant un peu plus. La corde à piano c'est du XC 75 ou à peu près, théoriquement il faudrait lui faire subir un recuit à 300 degrés pour "libérer les tensions" après mise en forme mais je ne serai pas le premier à zapper cette étape sans risquer la casse ultérieure.
J'avais noté des marques de grippage sur l'axe des pignons intermédiaires, la gorge d'alimentation en huile ne me parait pas assez longue, après un petit coup de Drémel la gorge est élargie et surtout va jusqu'au bout.
Côté poulie de sortie je note un joint feutre mais comme je redoute les fuites d'huile qui feraient patiner la courroie, j'ai choisi des roulements étanches dont la lèvre intérieure a été supprimée.
Il restait quand même un "détail" à élucider : au niveau du pignon de kick il y a cette bague en bronze bien trop courte ce qui fait que le pignon fou de première ne tient en place latéralement que par le faible ressort du système de kick, ça ne peut pas fonctionner correctement comme ça, le pignon doit être immobilisé de façon sérieuse avec seulement un petit jeu fonctionnel.
Le club des Pétochons du Lion c'est vraiment bien, Loulou m'a vite trouvé des informations et n'a pas été avare de conseils, verdic : il manque une entretoise pour caler ledit pignon, voici qui me rassure.
Une tête de vis de classe 8.8, soit de l'acier "à 80 kg" constituera la matière première, des copeaux et voici l'entretoise ajusté pour garantir 0.1 mm de jeu latéral au pignon fou.
La fermeture de la boîte ne présente pas de difficultés, certes il faut des mains pleines de doigts mais ça se fait.
Vérification importante : il est indispensable de s'assurer du bon fonctionnement de la sélection : la position" point-mort" doit être suffisamment écartée du début d'accrochage des vitesses, et les positions "vitesse verrouillée" doivent correspondre à des dents de crabots bien engagées mais pas en butée pour ne pas laisser la fourchette de sélection sous contrainte.
Après vérification tout va bien sauf le passage de la première qui s'accompagne d'un "clonk" interne révélateur du baladeur en butée sur le pignon fou : le levier s'arrête net sans pouvoir aller un peu plus loin. Cela signifie que le pignon fou de première (et l'ensemble de l'axe qui traverse la boîte) est trop vers la droite sur la photo ci-dessous. Sa position est imposée par le roulement côté kick qui s'appuie sur un épaulement du carter.
Si je libère le roulement côté kick, le passage de la première le fait sortir légèrement de son logement. Il a suffit de mesurer le dépassant, d'intercaler une rondelle d'épaisseur entre roulement et épaulement et le problème a été réglé.
Le lourd levier de vitesse nécessite son propre verrouillage pour ne pas solliciter celui qui est interne à la boite, le système tient un peu du bricolage : l'articulation élastique permet un léger déplacement latéral pour dégager un billage. Il a fallu ajuster un ressort et une rondelle pour retrouver un fonctionnement satisfaisant.
Mise au point de la commande d'embrayage : la tige de poussée est fatiguée, le levier est tordu, il appuie par l'intermédiaire de ce qu'il reste d'une bille dont le logement est bien usé.
Le levier sera redressé après une bonne chauffe à la lampe à souder. Un grain usiné dans un barreau de 115CV6 trempé ensuite remplacera la bille engoncée dans un logement malade tandis que l'extrémité de la tige de commande sera meulée légèrement sphérique... et ça marche !
En voila une qui ne demande qu'à rouler.
Au fait, comme vous êtes perspicaces vous aurez compris que pour la restauration de cette moto j'ai opté pour la formule "oeuf-qui-sort-du-cul-de-la-poule" : un peu de caca à l'extérieur mais à l'intérieur de la coquille tout est neuf.
Quand la magnéto va, tout va....ou plutôt : quand la magnéto ne va pas, c'est la garantie de difficultés incessantes. Une magnéto, ça se respecte et ça se cajole, il faut que ça marche.
La magnéto MEA de la P102 fonctionne, elle "donne" comme on dit, la preuve c'est que le moteur démarre sans trop de difficultés, d'ailleurs je peux, juste avec un coup de poignet, générer des étincelles de 6 mm à l'air libre, mais voyons plus en détail.
Une MEA B1, N° 24536 avec un aimant Jacob Holtzer.
(Clic droit pour agrandir les photos)
Détail auquel je suis sensible : les têtes de vis n'ont pas été matraquées par des interventions de "gougnafiers", d'ailleurs les coups de pointeau de blocages sont toujours en face des fentes des têtes de vis. De plus, le pignon d'entraînement est dans un état tout à fait correct.
Il manque quand même un truc là : il s'agit du système charbon et ressort qui garantit le passage du courant HT côté masse, sans ce dispositif le courant d'étincelle passe par les billes des roulements, ce qui en accélère l'usure. On peut noter ce dispositif sur ce document issu de l'excellent site des motos Styl'son : https://www.stylson.net/
Du côté du plateau rupteur je note une visserie en très bon état mais le touchau en celoron, bien que tout à fait fonctionnel semble avoir été quelque peu taillé à la hache.
Allez, on ouvre. Pas mal de graisse bien sèche et de vert de gris sur les pièces en laiton, rien de surprenant.
Tiens l'induit a déjà été ouvert si j'en crois les anciennes traces de coup de pointeau pour bloquer les vis, de toute évidences les interventions sur cette magnéto ont été faites soigneusement.
Je ne sais pas si cet induit a été rebobiné mais il est bien connu que les vieux isolants n'assurent plus leur fonction dès que l'induit se met à chauffer. Un rebobinage s'impose.
Je m'en vais vous faire part de mon "truc" pour extraire proprement les cages de roulements collées contre les flasques quand on ne dispose pas de l'extracteur ad hoc.
J'entoure la gorge du roulement d'un jonc ouvert en cuivre (fil électrique de 2.5)
Une rondelle ajustée autour de ce jonc l'empêche de se dilater et sortir de la gorge.
Une rondelle "de traction" a été enfilée sur la cage de roulement avant la pause du jonc et de sa rondelle anti dilatation.
En tirant sur la rondelle de traction, celle-ci tire le roulement par l'intermédiaire du jonc qui ne peut pas se dilater puis que emprisonné par la rondelle ajustée, le cuivre suffisamment mou ne dégrade pas la piste de roulement et le tour est joué.
Mais le roulement côté HT ne me laisse pas assez de place pour mon extracteur alors, comme je suis devenu "copeaufile" depuis que j'ai un tour à ma disposition je peux fabriquer un arrache plus académique : un système avec 4 vis en acier doux qui serrent le fond de la gorge sans marquer et Hop !
La "bobine" HT présente une forte marque, après vérification elle se situe exactement à l'endroit où se produit l'étincelle, le charbon est pourtant assez long, le ressort bien présent donc le contact devrait être bon et sans arc électrique, je pense que du fait de l'encrassement par la graisse il y a eu une corrosion de type électrochimique. Après mesure précise, le cratère fait 0.15 mm de profondeur ce qui laisse de la marge pour rectifier.
Contrôles électriques :
Quelques dixièmes d'Ohm pour la résistance du circuit primaire, le secondaire est en circuit ouvert, très certainement une petite rupture qui laisse passer la HT en faisant un arc mais l'ohmmètre ne fournit qu'une tension insuffisante pour passer le "gap".
Le condensateur à une capacité faible de 0.1 µF, il n'est pas "étanche" au dessus de 170 V, sa résistance de 0.60 Mo mesurée sous 600 V est bien trop faible, il sera changé, ce qui nécessitera une adaptation car sa structure assure la liaison électrique entre le bobinage et le plateau rupteur.
Bilan:
- un rebobinage
- un condensateur
- rectification de la piste HT
- un support de charbon pour mise à la masse du circuit HT
-un touchau celoron
- les grains du rupteur sont bons
- les roulements sont récupérables, le passage du courant d'étincelle n'a fait que les émoustiller.
Rien que des choses normales pour une magnéto presque centenaire qui a envie de revivre.
Dans l'attente de pièces pour le moteur et la boîte de vitesse occupons nous de la transmission primaire et de l'embrayage, commençons par un état des lieux.
Le pignon de sortie moteur a 18 dents, il est très usé, il sera changé. (Clic droit pour agrandir les photos)
La chaîne : maillon de 12.7 ; rouleaux de 8.5 mm, largeur interne 5 mm, elle sera changée.
La couronne d’entrée de boîte a 32 dents, elle fait partie intégrante du disque d’embrayage, elle est en bronze, les dents présentent beaucoup d’usure. Elle sera refabriquée. Ce disque est garni de 12 pastilles en liège de diamètre 17.5 mm comprimées par 4 ressorts entre le moyeu et la cloche d’embrayage.
8961
Curieux : la largeur de la portée de la cloche d’embrayage est plus étroite que la piste des lièges, mais d’après les spécialistes ce montage est normal.
Une colonnette a été décollée très certainement lors de l’extraction du moyeu qui a été très laborieuse, elle sera remise en place et soudée. On note les coups de matage tout autour des sertissages.
Réparations.
Pas facile de trouver des pignons et de la chaîne de 5 mm de large, je retiendrai une configuration standard de 7.75 mm de large avec les mêmes valeurs de pas et de diamètre de rouleaux : 12.7 mm et 8.51 mm ou 1/2 et 5/16 de pouce ou type 8B1)
Pignon de sortie moteur.
L'usinage d'une ébauche standard nécessite la réalisation d’un manchon de centrage. Dans un premier temps je laisse une surépaisseur au moyeu, il sera ajusté après montage de l’ensemble moteur, boîte dans le cadre de façon à garantir l’alignement des pignons. Les trous de fixation seront réalisés par contreperçage.
Fabrication du disque-couronne .
Je décide de le réaliser à partir d’une couronne standard en acier, avec une bague en bronze pour améliorer le frottement avec le moyeu (dans les phases où l'embrayage patine le disque et le moyeu n'ont pas la même vitesse de rotation, le bronze est donc souhaitable).
Pour avoir une épaisseur raisonnable de la bague bronze je réduis l'espace dédié aux lièges, ils ne feront que 16 mm le diamètre au lieu de 17.5 mm, ça ne devrait pas être critique. De même pour garantir un bon serrage de cette bague, l’épaisseur du disque sera de 5 mm au lieu de 4 mm à l’origine.
Réalisation : merci au copain qui réalisé l’ébauche car mon tour n’a pas la hauteur de pointe suffisante pour prendre la pièce.
. Réalisation d’une douille ajustée pour contrepercer les logements des lièges, à diamètre 4 mm dans un premier temps et avec un forêt étagé à 16 mm ensuite.
Usinage et emmanchement de la bague en bronze UE12 avec un petit dixième de mm de serrage. (Que de matière perdue dans le bac à copeaux !)
Je suis surpris mais finalement, un vulgaire bouchon ça se tourne avec le mandrin à la vitesse maxi, comme la qualité du liège n'est pas top il faut en tourner deux pour en avoir un mais ça le fait.
Mise en place des lièges, ajustement du dépassement à 2.5 mm à l'aide d'un cutter guidé par une entretoise de la bonne épaisseur et léger rodage au papier de verre. (2.5 est peut-être un peu trop mais il sera facile de l'ajuster par la suite)
Soudure des colonnettes un peu arrachées, OK je ne suis pas un pro mais ça tiendra.
Tout est prêt il restera à ajuster la longueur de la chaîne et l'épaisseur du moyeu du pignon moteur pour garantir le bon alignement avec l'embrayage.
Les pièces commandées arrivent, bientôt le tour de la boîte, du moteur et des accessoires.
Allez, on attaque la mécanique, voyons ce moteur : un deux temps à cylindre borgne de 175 cc aux côtes carrées : 60x60.
Les longues vis de fixation du moteur au cadre ne peuvent pas sortir car elles ont la tête du côté du volant extérieur, la première opération sérieuse consiste à l'enlever : une bonne rallonge, un levier pour l'immobiliser et l'écrou ne résiste pas. ("clic droit" sur les photos pour les voir en grand)
Les quatre taraudages M6 me permettent de fixer une rondelle épaisse qui servira de prise pour l'extracteur, je n'ose pas trop forcer sur ces vis frêles, un petit coup de lampe à souder pour dilater l'objet et le "clac" ne se fait pas trop attendre.
A l'attaque : on note déjà les extrémités de deux oreilles de fixation au cadre qui sont cassées, ce n'est pas forcément critique .
Piston et cylindre
Piston à déflecteur comme il était de coutume à cette époque.
Quatre segments dont un tout en bas de la jupe, ce piston est dans un état épouvantable :
- la gorge supérieure a perdu son ergot d'indexation en rotation en créant au passage une communication avec la gorge voisine,
- le segment supérieur, de type quatre temps (!) n'est pas bloqué en rotation d'où l'usure de ses extrémités qui ont tapé sur les lumières du cylindre.
- les extrémités des segments à coupe oblique sont cassées pour la plus part.
- l'axe est épaulé d'un côté mais de trace de pastille de retenue, de belles traces sur la jupe de l'autre côté. Le pied de bielle présente beaucoup de jeu concentré principalement entre axe et piston.
On pourrait craindre le pire pour l'alésage du cylindre mais il parait sain, et de toutes façons il sera réalésé pour recevoir un piston tout neuf.
Le décompresseur, évacue les gaz dans l'échappement par un tube issu de fonderie, le tout est bien obstrué, un bouchon vissé sur le cylindre en permet le ramonage.
Son démontage m'a occupé pendant une grosse journée : le six pans était matraqué, la prise à l'étau avait pour effet de l'ovaliser .... j'étais à deux doigts de souder un grand levier en guise de clé qui ne riperait pas, mais après réfection de l'alésage, réalisation d'une douille conique pour éviter qu'il s'écrase, retouche du six pas à 18, utilisation d'une vieille clé a œil à six pans marquée Ford trouvée dans mon b....azard, maintenue en place par une vis traversante...Ouff le gentil petit coup de gros marteau sur la clé en est venu à bout.
Vilebrequin
Je suis étonné de voir un montage sur roulements à bille sans autre forme d'étanchéité que la proximité de leur bague intérieure contre le carter et le relatif ajustement entre le diamètre de la soie à la traversée du carter moteur.
Les roulement ont du jeu mais leur référence, 6304, est très courante aujourd'hui.
Le maneton est taillé dans la même masse que l'un des volants. La tête de bielle présente un jeu de plusieurs dixièmes de millimètres !
Pas facile de l'ouvrir, car il y a n'y a pas de prise. Après une bonne chauffe pour dilater le volant, un système vis écrou entre les masse et un coin très fin entre masse et bielle (je ne suis pas très fier sur ce coup-là !), ça sort sans trop de brutalité.
Et là, surprise : le jeu est dû à la bague intérieure du roulement qui a tourné sur le maneton et l'a usé, tandis que l'assemblage bielle sur bague semble tout à fait correct. On peut penser que parmi les nombreux débris issus du piston incontinent il y a un machin qui est allé bloquer le roulement provoquant ainsi le patinage de sa bague interne.
Un peu de métrologie : Les diverses mesures au palmer ou pied à coulisse, c'est bien mais je préfère largement la mesure "directe" du jeu au comparateur : une pièce est maintenue fixe tandis je fais débattre l'autre sur laquelle s'appuie le touchau d'un comparateur; l'incertitude de mesure est ainsi fortement réduite. Les relevés sont faits selon plusieurs axes pour évaluer les ovalisations.
Dans la condition de jeu maxi entre bielle et bague intérieure je peux faire une confirmation en glissant (difficilement) une cale de 0.04mm.
Résultats :
Diamètre nominal du maneton dans la zone de serrage : 16.03 mm
Diamètre mini mesurée au palmer dans la zone de la bague interne : 15.76 mm
Alésage de la bague interne mesuré au pied à coulisse (faible précision) : 16.12 mm
La position angulaire de la bague interne n'influe pas sur les mesures => l'alésage de la bague et sa piste externe sont parfaitement circulaires et concentriques (normal, elle tournait et l'usure a été bien répartie)
Battement de la bague sur le maneton dans le sens vertical: 0.33 mm
Battement de la bague dans le sens horizontal : 0.20 mm
Jeu bielle/bague dans le sens vertical : 0.02 mm
Jeu bielle/ bague dans le sens horizontal : 0.04 mm (c'est bien horizontalement que le jeu est le plus élevé)
Le jeu vertical total de la tête de bielle est donc de 0.35 mm ce qui est énorme.
Diamètre des galets 6.335 soit une usure de 0.015 mm pour 1/4 de pouce au départ. (le remplacement des galets soit 2x0.015=0.03mm annulera le jeu du roulement)
En avant pour la recherche de solutions et de pièces pour remettre ce moteur en bonne condition mais je suis très confiant, tout me parait réparable sans trop de difficultés, la base est saine.
Si j'en crois l'article signé J Y Fenautrigues paru sur Motos d'Hier N° 128 de décembre 2008 il s'agit d'une boîte Picard à deux vitesses et si vous faites confiance à mon appréciation, cette boîte est sérieusement conçue. La voici sur le bloc opératoire. Première impression positive, aucun écrou ou tête de vis n'a été massacré, soit je suis le premier à l'ouvrir, soit les précédents ont été très soigneux. (Clic droit sur les photos pour les agrandir)
Démonter le plateau de pression du monodisque à bouchon se fait sans difficulté, il révèle douze rondelles de liège insérées dans un disque en bronze qui fait office de couronne dentée pour la chaîne primaire. Les dents accusent pas mal d'usure et je suis étonné de voir du bronze pour cette fonction mais pour moi c'est une première.
Comme je m'y attendais le ressort de kick est cassé, le bricolage à base de languette élastique à l'extérieur pour le retenir en haut ne laissait pas de doute.
Un jour entier, c'est le temps qu'il m'a fallu pour extraire le plateau fixe de l'embrayage. L'emmanchement conique est tout petit, mais, un extracteur maison fait d'une plaque et quatre vis sur les colonnettes ne suffit pas, la chauffe du moyeu n'aide pas, profiter de ce que l'axe est creux pour le refroidir à l'aide d'une soufflette pendant que je chauffe le moyeux et ça reste désespérément bloqué, ce n'est qu'après une mise sous tension au delà du raisonnable et quelques petits (tu parles!) coups de marteau sur la vis munie de son écrou que ça a fait : "clac", le filetage et les colonnettes n'ont pas souffert. Oufff!
Au tour de la poulie. L'écrou à trois crénaux a nécessité la réalisation d'une douille "home-made" taillée dans de la douille chinoise à trois francs six sous, elle ne servira que deux fois, au démontage puis au remontage, l'acier basique suffit amplement.
Encore faut-il pouvoir immobiliser la poulie en rotation, elle est en fonte et les flaques paraissent bien fragiles donc à manipuler avec précaution. Des bouts de fer, une scie une bâtarde, une électrode de soudure...et et voici le "truc".
Sans ma rallonge de 50 centimètres et une bonne dose d'acharnement l'écrou serait encore serré.
Pour dévisser la poulie, heureusement que j'avais mon outil et sa rallonge prêts, il a fallu bloquer proprement l'axe par les crabots intérieurs. De la fermeté mais aussi de la délicatesse pour ne rien abîmer ... mais p....ain il a fallu y croire et s'en occuper !
Passées ces difficultés j'ai eu la satisfaction de trouver un mécanisme en très bon état, hormis les dents de la couronne bien usées par la chaîne primaire, le ressort de kick cassé et le support d'arrêt de gaine d'embrayage qui nécessite une soudure.
La pignonnerie, les crabots, les mécanismes de sélection et de kick sont impeccables tout comme les divers paliers en bronze qui ne présentent qu'une usure minime, les deux roulements à billes ont pris un peu de jeu mais leurs références standards sont courantes de nos jours. Je suis impressionné par la poulie de sortie de boîte en fonte monobloc y compris les flasques tous fins même s'ils ne présentent pas d'usure, la réalisation en série d'une telle finesse en fonte me semble être une belle prouesse. En ce qui concerne les lièges de l'embrayage, vous pouvez compter sur moi j'en ai plein ma cave .....
Dans peu de temps cette boîte sera neuve. Jugez vous -même. (clic droit sur les photos)
Ça n'aura pas tardé, le vide laissé par le départ de la BM aura été vite comblé.
Certes tous les critères de choix que j'avais en tête ne sont pas satisfaits : pas de fourche avant pendulaire, ce n'est pas un moteur à quatre temps, quelques centimètres cubes en plus auraient été les bienvenus mais j'ai craqué pour ce look typique des années vingt et pour l'histoire limpide de son historique : moto dans la famille du vendeur depuis un bon nombre de décennies.
La bête est complète à 99% et roulante : tout à fait ce que je voulais car la recherche de pièces manquantes ne me passionne pas. Je prévois un démontage complet pour vérifications, nettoyages, révisions, réparations si nécessaire.
Question existentielle : restaurer à fond, peinture et nickel etc, ou ne restaurer que la mécanique et sauvegarder ce si beau jus ? Je ne sais pas encore.
Au fait, c'est une Peugeot type P102, moteur deux temps de 175 cc, boîte à deux vitesses, freins (?) à main et au pied par patins sur poulie-jante, éclairage à acétylène à deux niveaux de puissance, le numéro de cadre la date de 1927.


/image%2F1412043%2F20240325%2Fob_99bc04_img-5314.JPG)
/image%2F1412043%2F20240325%2Fob_a7b068_img-5315.JPG)
/image%2F1412043%2F20240325%2Fob_273e28_img-5320.JPG)
/image%2F1412043%2F20240325%2Fob_66a201_img-5321.JPG)
/image%2F1412043%2F20240325%2Fob_5a8442_img-5322.JPG)
/image%2F1412043%2F20240325%2Fob_9cf12f_img-5323.JPG)
/image%2F1412043%2F20240326%2Fob_ea10ce_img-5326.JPG)
/image%2F1412043%2F20240325%2Fob_b90aa4_img-5325.JPG)
/image%2F1412043%2F20240325%2Fob_824e3b_img-5327.JPG)
/image%2F1412043%2F20240325%2Fob_91ca1c_img-5333.JPG)
/image%2F1412043%2F20240326%2Fob_deb6c1_etincelle.jpg)
/image%2F1412043%2F20240325%2Fob_a65abe_img-5334.JPG)



/image%2F1412043%2F20240309%2Fob_aebb91_img-5264.JPG)
/image%2F1412043%2F20240309%2Fob_f8b419_img-5271.JPG)
/image%2F1412043%2F20240309%2Fob_b43ea5_img-5263.JPG)
/image%2F1412043%2F20240309%2Fob_547948_img-5265.JPG)
/image%2F1412043%2F20240309%2Fob_b80d5e_img-5270.JPG)
/image%2F1412043%2F20240310%2Fob_d0f1e6_img-5273.JPG)
/image%2F1412043%2F20240310%2Fob_ebd40c_img-5276.JPG)
/image%2F1412043%2F20240311%2Fob_42dd59_img-5279.JPG)
/image%2F1412043%2F20240311%2Fob_2cc34f_img-5278.JPG)
/image%2F1412043%2F20240311%2Fob_a8f045_img-5281.JPG)
/image%2F1412043%2F20240311%2Fob_8fc1d7_img-5283.JPG)
/image%2F1412043%2F20240314%2Fob_59e390_img-5289.JPG)
/image%2F1412043%2F20240314%2Fob_5fa251_img-5290.JPG)
/image%2F1412043%2F20240317%2Fob_847ac0_img-5285.JPG)
/image%2F1412043%2F20240314%2Fob_f91aa6_img-5292.JPG)
/image%2F1412043%2F20240314%2Fob_37ad94_img-5295.JPG)
/image%2F1412043%2F20240317%2Fob_e2b712_img-5296.JPG)
/image%2F1412043%2F20240317%2Fob_e41623_img-5298.JPG)
/image%2F1412043%2F20240314%2Fob_d029fe_img-5299.JPG)
/image%2F1412043%2F20240317%2Fob_0ba1b2_img-5300.JPG)
/image%2F1412043%2F20240317%2Fob_82f6a7_img-5309.JPG)
/image%2F1412043%2F20240317%2Fob_067e2e_img-5311.JPG)
/image%2F1412043%2F20240317%2Fob_3b7ce3_img-5312.JPG)
/image%2F1412043%2F20240216%2Fob_8b3b11_img-9840.JPG)
/image%2F1412043%2F20240216%2Fob_923b35_20240210-155545.jpg)
/image%2F1412043%2F20240216%2Fob_615aca_20240210-155630.jpg)
/image%2F1412043%2F20240218%2Fob_0562b2_20240218-104228.jpg)
/image%2F1412043%2F20240218%2Fob_30aa20_20240218-104020.jpg)
/image%2F1412043%2F20240216%2Fob_adb331_20240212-150815.jpg)
/image%2F1412043%2F20240216%2Fob_d4987d_20240212-151526.jpg)
/image%2F1412043%2F20240216%2Fob_006e3f_20240214-160709.jpg)
/image%2F1412043%2F20240216%2Fob_0a466e_20240210-155545-bouchon-d-axe.jpg)
/image%2F1412043%2F20240216%2Fob_32cdfb_20240215-100413.jpg)
/image%2F1412043%2F20240216%2Fob_1f87bd_20240212-160212.jpg)
/image%2F1412043%2F20240216%2Fob_565bad_20240212-160227.jpg)
/image%2F1412043%2F20240216%2Fob_feb5a8_20240212-165819.jpg)
/image%2F1412043%2F20240216%2Fob_ea0759_20240213-105426-001.jpg)
/image%2F1412043%2F20240216%2Fob_cf7341_20240215-162750.jpg)
/image%2F1412043%2F20240216%2Fob_aa43df_20240215-162733.jpg)
/image%2F1412043%2F20240216%2Fob_1bdcc7_20240215-162604.jpg)
/image%2F1412043%2F20240216%2Fob_c2438e_20240215-164106.jpg)
/image%2F1412043%2F20240216%2Fob_792ca1_20240216-101130.jpg)
/image%2F1412043%2F20240217%2Fob_a3d87b_20240216-160550.jpg)
/image%2F1412043%2F20240217%2Fob_825ec4_20240217-163619.jpg)
/image%2F1412043%2F20240217%2Fob_ddff2b_20240217-115002.jpg)
/image%2F1412043%2F20240217%2Fob_7d1e09_20240217-163332.jpg)
/image%2F1412043%2F20240218%2Fob_d3b7af_20240218-140314.jpg)
/image%2F1412043%2F20240218%2Fob_079b75_20240218-140834.jpg)
/image%2F1412043%2F20240218%2Fob_a150dd_20240218-141717.jpg)
/image%2F1412043%2F20231126%2Fob_2c5e04_20231126-103405.jpg)
/image%2F1412043%2F20231126%2Fob_bb0d2e_20231126-103534.jpg)
/image%2F1412043%2F20231125%2Fob_3e4967_20220712-163822.jpg)
/image%2F1412043%2F20231125%2Fob_fb4ff1_20220712-180845.jpg)
/image%2F1412043%2F20231125%2Fob_589bf8_img-8866.JPG)
/image%2F1412043%2F20231125%2Fob_676ddf_bouchons.jpg)
/image%2F1412043%2F20231128%2Fob_b22175_20231126-161413.jpg)
/image%2F1412043%2F20231128%2Fob_721645_20231127-150643.jpg)
/image%2F1412043%2F20231128%2Fob_11aa95_20231127-150801.jpg)
/image%2F1412043%2F20231128%2Fob_11e942_20231128-113055.jpg)
/image%2F1412043%2F20231128%2Fob_77c453_20231128-113109.jpg)
/image%2F1412043%2F20210425%2Fob_9b6ca8_img-9371.JPG)
/image%2F1412043%2F20210425%2Fob_9f9664_img-9408.JPG)
/image%2F1412043%2F20210425%2Fob_a29675_img-9431.JPG)
/image%2F1412043%2F20210428%2Fob_8cba6d_20210415-164451.jpg)
/image%2F1412043%2F20210428%2Fob_bd2efa_20210415-172145.jpg)
/image%2F1412043%2F20210428%2Fob_8fac35_20210415-182230.jpg)
/image%2F1412043%2F20210428%2Fob_a88b45_20210325-175228.jpg)
/image%2F1412043%2F20210428%2Fob_a48940_20210327-163427.jpg)
/image%2F1412043%2F20210427%2Fob_b10f5b_20210415-173121.jpg)
/image%2F1412043%2F20210425%2Fob_0c353e_20210425-095019.jpg)
/image%2F1412043%2F20210428%2Fob_488ab5_20210422-172151.jpg)
/image%2F1412043%2F20210429%2Fob_8e5df1_20210429-133909.jpg)
/image%2F1412043%2F20210429%2Fob_b85870_20210429-170110.jpg)
/image%2F1412043%2F20210428%2Fob_a90f6b_20210421-143043.jpg)
/image%2F1412043%2F20210428%2Fob_0fdb91_20210421-145413.jpg)
/image%2F1412043%2F20210428%2Fob_bdccf6_20210422-092606.jpg)
/image%2F1412043%2F20210428%2Fob_183eba_20210422-093822.jpg)
/image%2F1412043%2F20210424%2Fob_16ed65_20210423-103440.jpg)
/image%2F1412043%2F20210407%2Fob_eeb84b_20210327-163427.jpg)
/image%2F1412043%2F20210407%2Fob_85df73_poubelle-1.jpg)
/image%2F1412043%2F20210407%2Fob_894c63_poubelle-3.jpg)
/image%2F1412043%2F20210407%2Fob_51fee0_20210406-160955.jpg)
/image%2F1412043%2F20210407%2Fob_5998d7_20210407-105118.jpg)
/image%2F1412043%2F20210407%2Fob_ad6051_20210407-105243.jpg)
/image%2F1412043%2F20210408%2Fob_dda813_20210407-104302.jpg)
/image%2F1412043%2F20210408%2Fob_592e80_jeux-piston-modifie.jpg)
/image%2F1412043%2F20210407%2Fob_5186b0_20210407-165236.jpg)
/image%2F1412043%2F20210408%2Fob_0c7e4d_img-9682.JPG)
/image%2F1412043%2F20210408%2Fob_37b16c_20210402-182449.jpg)
/image%2F1412043%2F20210314%2Fob_273d87_img-0493.JPG)
/image%2F1412043%2F20210314%2Fob_0622f6_20210103-102054.jpg)
/image%2F1412043%2F20210314%2Fob_a41d8c_img-0456.JPG)
/image%2F1412043%2F20210314%2Fob_abfb1c_img-0459.JPG)
/image%2F1412043%2F20210314%2Fob_8a129f_20210314-153352.jpg)
/image%2F1412043%2F20210314%2Fob_0eda96_20210307-114945.jpg)
/image%2F1412043%2F20210314%2Fob_8ca3ac_20210307-171505.jpg)
/image%2F1412043%2F20210314%2Fob_e7c01a_20210311-175115.jpg)
/image%2F1412043%2F20210314%2Fob_626592_20210314-180348.jpg)
/image%2F1412043%2F20210314%2Fob_f8f69f_20210314-134409.jpg)
/image%2F1412043%2F20210314%2Fob_bb5b04_cimg3115-moment.jpg)
/image%2F1412043%2F20210314%2Fob_9d475a_20210314-140802.jpg)
/image%2F1412043%2F20210314%2Fob_a91966_20210314-140931.jpg)
/image%2F1412043%2F20210314%2Fob_a38bb7_20210314-155709.jpg)
/image%2F1412043%2F20210314%2Fob_311e8c_20210314-161325.jpg)
/image%2F1412043%2F20210107%2Fob_fc790b_20201214-110439.jpg)
/image%2F1412043%2F20210107%2Fob_e22011_20201214-110535.jpg)
/image%2F1412043%2F20210107%2Fob_5d2bc9_20201214-110456.jpg)
/image%2F1412043%2F20210107%2Fob_c54ae4_20201214-110619.jpg)
/image%2F1412043%2F20210107%2Fob_c5fdaa_img-9042.JPG)
/image%2F1412043%2F20210107%2Fob_9e6b6a_img-9043.JPG)
/image%2F1412043%2F20210108%2Fob_eb4ca1_inertie.jpg)
/image%2F1412043%2F20210107%2Fob_e7b738_calcul-d-emmanchement.jpg)
/image%2F1412043%2F20210112%2Fob_807ca4_img-0366.JPG)
/image%2F1412043%2F20210121%2Fob_380d5c_img-0367.JPG)
/image%2F1412043%2F20210112%2Fob_32c117_img-0368.JPG)
/image%2F1412043%2F20210112%2Fob_216085_img-0369.JPG)
/image%2F1412043%2F20210116%2Fob_6fd362_img-0381.JPG)
/image%2F1412043%2F20210124%2Fob_e1f9d7_img-0406-c.jpg)
/image%2F1412043%2F20210116%2Fob_a7b788_img-0383.JPG)
/image%2F1412043%2F20210126%2Fob_4ce4a3_img-0390.JPG)
/image%2F1412043%2F20210124%2Fob_a509e3_soie-t.jpg)
/image%2F1412043%2F20210124%2Fob_c6bddc_img-0404-c.jpg)
/image%2F1412043%2F20210126%2Fob_f8eea1_img-0397.JPG)
/image%2F1412043%2F20210124%2Fob_c6f447_img-0400-c.jpg)
/image%2F1412043%2F20210126%2Fob_82929d_img-0407.JPG)
/image%2F1412043%2F20210126%2Fob_e8aed3_img-0411.JPG)
/image%2F1412043%2F20210127%2Fob_26347e_alignement-chaine.jpg)
/image%2F1412043%2F20210129%2Fob_907120_img-0415.JPG)
/image%2F1412043%2F20210129%2Fob_e9ab50_img-0421.JPG)
/image%2F1412043%2F20210128%2Fob_4694c8_img-0425.JPG)
/image%2F1412043%2F20210129%2Fob_6d9c79_img-0429.JPG)
/image%2F1412043%2F20210129%2Fob_3d5d19_img-0431.JPG)
/image%2F1412043%2F20210129%2Fob_845099_img-0434.JPG)
/image%2F1412043%2F20210129%2Fob_6456e4_img-0435.JPG)
/image%2F1412043%2F20201129%2Fob_af1b41_20201124-111714.jpg)
/image%2F1412043%2F20201129%2Fob_a44df6_resistances.jpg)
/image%2F1412043%2F20201129%2Fob_a4d87d_20201124-140509.jpg)
/image%2F1412043%2F20201129%2Fob_9c2f0b_20201124-160330.jpg)
/image%2F1412043%2F20201129%2Fob_22cab5_20201124-153749.jpg)
/image%2F1412043%2F20201129%2Fob_090d38_premeir-essai-bis-4-mm-et-demi.jpg)
/image%2F1412043%2F20201202%2Fob_edced5_img-6593.JPG)
/image%2F1412043%2F20201202%2Fob_00c8ac_etincelle-positive.jpg)
/image%2F1412043%2F20201129%2Fob_1cc05b_test-du-crayon.jpg)
/image%2F1412043%2F20201129%2Fob_643232_chgt-polarite-jpg.jpg)
/image%2F1412043%2F20201129%2Fob_9b0918_polarite-inversee-zoom.jpg)
/image%2F1412043%2F20201129%2Fob_02b4d7_polarite-normale-zoom.jpg)
/image%2F1412043%2F20201201%2Fob_00dde2_img-0337.JPG)
/image%2F1412043%2F20201202%2Fob_7fee01_courant-bt-1.jpg)
/image%2F1412043%2F20201202%2Fob_e84d1e_modif-touchau.jpg)
/image%2F1412043%2F20201201%2Fob_1a3823_20201130-115204.jpg)
/image%2F1412043%2F20201202%2Fob_5bea98_bougie-test-etincelle.jpg)
/image%2F1412043%2F20201204%2Fob_a8d681_bougie-test-etincelle.jpg)
/image%2F1412043%2F20201202%2Fob_ef45a8_tincelle-au-rupteur.jpg)
/image%2F1412043%2F20201202%2Fob_963fbd_20201130-163430-bt-apres-aimantation.jpg)
/image%2F1412043%2F20201205%2Fob_eb6cae_20201204-153331.jpg)
/image%2F1412043%2F20201206%2Fob_af4278_premier-essai-extrait-2-trim-moment.jpg)
/image%2F1412043%2F20201114%2Fob_3fb2fa_20200623-114532-recadre.jpg)
/image%2F1412043%2F20201114%2Fob_8b49eb_20201112-091927.jpg)
/image%2F1412043%2F20201115%2Fob_9d56d3_20200623-114303.jpg)
/image%2F1412043%2F20201119%2Fob_330f0f_20201118-153128.jpg)
/image%2F1412043%2F20201115%2Fob_9d3be8_poids-pistons.jpg)
/image%2F1412043%2F20201119%2Fob_297ade_20201112-094431.jpg)
/image%2F1412043%2F20201119%2Fob_4e9606_20201112-095405.jpg)
/image%2F1412043%2F20201121%2Fob_41690f_jeux-piston.jpg)
/image%2F1412043%2F20201116%2Fob_857799_20201112-100913.jpg)
/image%2F1412043%2F20201116%2Fob_9918ae_pied-de-bielle.jpg)
/image%2F1412043%2F20201116%2Fob_fcbb53_20201113-143719.jpg)
/image%2F1412043%2F20201120%2Fob_ec108e_20201118-101845.jpg)
/image%2F1412043%2F20201120%2Fob_a8be92_20201113-170254.jpg)
/image%2F1412043%2F20201120%2Fob_7cbe68_20201120-151257.jpg)
/image%2F1412043%2F20201118%2Fob_ce4416_bielle-en-haut-bielle-en-bas.jpg)
/image%2F1412043%2F20201117%2Fob_343a06_20201113-170710.jpg)
/image%2F1412043%2F20201117%2Fob_109abe_20201117-162000.jpg)
/image%2F1412043%2F20201122%2Fob_93a497_20201121-113703.jpg)
/image%2F1412043%2F20201122%2Fob_b4c341_20201122-105307.jpg)
/image%2F1412043%2F20201114%2Fob_f97658_img-8838.JPG)
/image%2F1412043%2F20201114%2Fob_4c8ceb_img-0253.JPG)
/image%2F1412043%2F20201114%2Fob_b33135_img-0269.JPG)
/image%2F1412043%2F20201114%2Fob_dc7700_img-0259.JPG)
/image%2F1412043%2F20201114%2Fob_137351_img-0265.JPG)
/image%2F1412043%2F20201114%2Fob_f3f613_img-0252.JPG)
/image%2F1412043%2F20201114%2Fob_20649a_20201031-100713.jpg)
/image%2F1412043%2F20201114%2Fob_f0242b_20201101-164838.jpg)
/image%2F1412043%2F20201114%2Fob_b8c912_20201102-154058.jpg)
/image%2F1412043%2F20201114%2Fob_9660a9_20201109-105024.jpg)
/image%2F1412043%2F20201114%2Fob_bff705_20201112-091508.jpg)
/image%2F1412043%2F20201114%2Fob_4c5b59_20201113-111923.jpg)
/image%2F1412043%2F20201114%2Fob_8faafa_20201114-092345.jpg)
/image%2F1412043%2F20201114%2Fob_9fe536_20201114-100637.jpg)
/image%2F1412043%2F20201117%2Fob_35d302_20201116-145834.jpg)
/image%2F1412043%2F20201117%2Fob_31b96b_20201117-103325.jpg)
/image%2F1412043%2F20201114%2Fob_d66cf2_dimensions.jpg)
/image%2F1412043%2F20201117%2Fob_cfb01d_20201117-144706.jpg)
/image%2F1412043%2F20201117%2Fob_338075_20201117-144733.jpg)














































































































































































































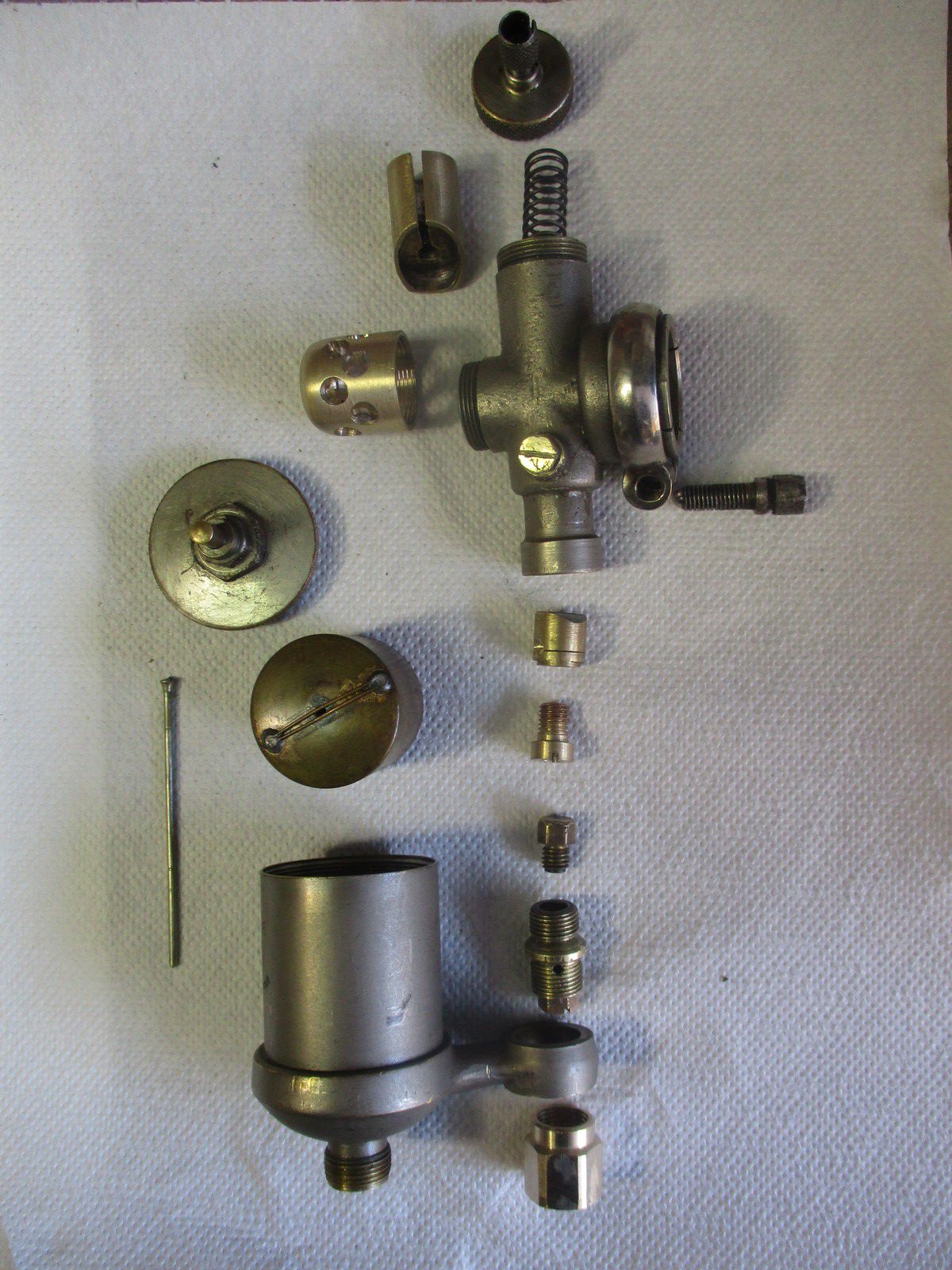









































































































/idata%2F3890723%2FQuand-je-vous-dis-que-c-est-beau%2FPhoto0345.jpg)
/idata%2F3890723%2FMeli-melo-2012%2FPhoto0348.jpg)
/idata%2F3890723%2FMeli-melo-2011%2FPet-s-girl-1.jpg)
/idata%2F3890723%2FAlbum-ete-2010%2FDSCF6442.JPG)
/idata%2F3890723%2FAlbum-descente%2FDSCF5815.JPG)
/idata%2F3890723%2FAu-hasard-de-35-annees-passees%2F95.JPG)